

I. Introdução
Peças de borracha estão em toda parte - desde as juntas que vedam os motores dos carros até os amortecedores de vibração dentro de nossas máquinas de lavar. E, por trás de quase todos esses componentes, há um processo de moldagem cuidadosamente escolhido. A moldagem de borracha não é apenas uma técnica de fabricação - é a base que dá à borracha sua forma final, resistência e durabilidade.
O que faz com que moldagem de borracha tão essencial? Tudo começa com a vulcanização. Esse processo de transformação transforma a borracha bruta e flexível em peças resilientes e funcionais que podem suportar calor, pressão, desgaste e produtos químicos. Mas a maneira como essa transformação ocorre varia muito, dependendo do método de moldagem utilizado.
Neste blog, quero orientá-lo sobre os seis principais processos usados para formar peças de borracha personalizadas. Cada um deles tem pontos fortes exclusivos - e limitações específicas. Como um fabricante profundamente envolvido tanto na extrusão quanto na moldagem, vi como a escolha do processo certo pode fazer a diferença entre um produto confiável e uma falha dispendiosa.
Ao final deste artigo, você entenderá não apenas o que é cada processo de moldagem, mas também quando - e por que - ele deve ser usado. Seja você um engenheiro que projeta uma gaxeta complexa, um gerente de produto que busca a produção ou um comprador que avalia cotações de fornecedores, este guia o ajudará a tomar decisões informadas e confiantes.
Vamos começar com uma rápida visão geral do que realmente significa moldagem de borracha e quais fatores você precisa considerar ao selecionar um processo.
II. Visão geral da tecnologia de moldagem de borracha
2.1 O que é moldagem de borracha?
A moldagem de borracha é o processo de moldar borracha bruta ou composta em uma forma final e funcional por meio da aplicação de calor e pressão dentro de um molde. Mas antes de nos aprofundarmos nos aspectos técnicos, vamos esclarecer um aspecto: moldagem e formação não são exatamente iguais.
A moldagem normalmente envolve a colocação da borracha em uma cavidade de molde fechada, onde ela é submetida a vulcanização-uma reação química (geralmente com enxofre ou peróxido) que faz a ligação cruzada das cadeias moleculares da borracha. Essa reação é o que transforma a borracha macia e pegajosa em um material resistente, elástico e durável que mantém sua forma sob estresse, calor e tempo.
A formação, por outro lado, pode se referir à modelagem da borracha sem um molde fechado, como extrusão ou calandragem. Esses métodos ainda exigem vulcanização, mas a moldagem ocorre antes do estágio de cura.
2.2 Principais considerações na seleção de processos
Escolher o processo certo de moldagem de borracha não se trata apenas de orçamento ou maquinário - trata-se de fazer com que a peça funcione como pretendido, pelo tempo que deveria. Aqui estão quatro fatores-chave que sempre levo em consideração:
- Geometria do produto
A peça é simples ou complexa? Com paredes finas ou grossas? Ela inclui inserções de metal, rebaixos ou detalhes finos? - Requisitos de desempenho
A peça será submetida a produtos químicos, pressão, altas temperaturas ou movimento constante? Diferentes processos afetam o comportamento e a precisão do material. - Volume e eficiência da produção
Alguns métodos, como a moldagem por injeção, se destacam na produção de grandes volumes. Outros, como a moldagem por compressão, são mais adequados para lotes baixos e médios. - Compatibilidade de materiais
Nem todas as borrachas se comportam da mesma forma em todos os processos. Por exemplo, o silicone flui bem para injeção, enquanto o EPDM de alto durômetro pode ser melhor em compressão.
A compreensão desses fundamentos prepara o terreno para a seleção dos seis principais processos de formação de borracha que apresentarei a seguir. Vamos nos aprofundar.
III. Seis processos comuns de moldagem/formação de borracha
3.1 Moldagem por compressão
3.1.1 Princípio de funcionamento
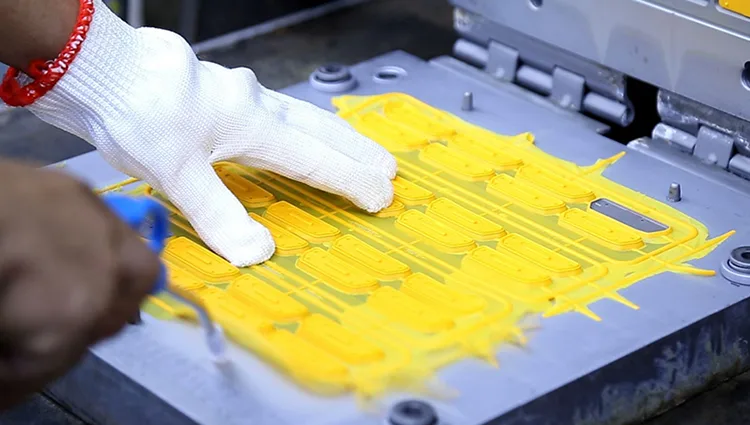
A moldagem por compressão é um dos métodos mais antigos e mais simples de fabricar peças de borracha. O processo começa com um quantidade pré-medida de borrachaO produto é um produto de alta qualidade, geralmente moldado em uma "pré-forma", colocado diretamente na cavidade aberta de um molde aquecido. Depois que o molde é fechado, é aplicada pressão, forçando a borracha a fluir e preencher a cavidade à medida que cura sob calor.
É como fazer um waffle: coloque a massa, feche o ferro e aplique calor e pressão. Mas, nesse caso, a "massa" é borracha não vulcanizada, e o produto final é um componente de nível industrial.
3.1.2 Principais recursos
- Baixo custo de ferramental
Como a estrutura do molde é relativamente simples e não requer sistemas de canais complexos, os custos iniciais são muito menores do que os da moldagem por injeção. - Bom para peças grossas ou volumosas
A moldagem por compressão é excelente para a produção de itens de borracha grandes ou com paredes grossas que não exigem tolerâncias rígidas. - Manuseia bem as inserções
É fácil colocar inserções de metal, tecidos de malha ou outros componentes no molde antes do fechamento, o que permite projetos de peças integradas.
Entretanto, esse método é mais lento e mais trabalhoso do que os outros. Há também mais flash (excesso de borracha ao redor da peça) que deve ser aparado após a moldagem.
3.1.3 Aplicações típicas
A moldagem por compressão é ideal para produção de baixo a médio volume em que a complexidade da peça é moderada. Eu a recomendo com frequência para:
- Motor e HVAC selos
- Anti-vibração montagens para equipamentos industriais
- Grande almofadasgaxetas, juntas ou buchas em sistemas de construção e utilitários
É um método versátil e ainda hoje amplamente utilizado, especialmente para peças em que custo-benefício e durabilidade são mais importantes do que a precisão extrema.

3.2 Moldagem por injeção
3.2.1 Princípio de funcionamento
A moldagem por injeção leva o jogo da moldagem de borracha a um nível totalmente novo de velocidade e precisão. Nesse processo, a borracha não curada - normalmente em forma de pellets ou tiras - é primeiramente aquecido e plastificado em um barril. Então é injetado sob alta pressão em uma cavidade fechada do molde por meio de um bocal.
O molde permanece firmemente preso durante todo o ciclo de cura, garantindo que a borracha preencha até mesmo os detalhes mais complexos. Depois que a peça é curada, o molde se abre automaticamente e a peça acabada é ejetada, pronta para o próximo ciclo.
Se a moldagem por compressão é como fazer waffles, então a moldagem por injeção é como usar uma máquina automática de panquecas - rápida, repetível e perfeita para grandes pedidos.
3.2.2 Principais recursos
- Alta eficiência e automação
A moldagem por injeção pode produzir centenas ou milhares de peças por hora com o mínimo de intervenção humana. - Precisão superior
É possível obter tolerâncias rigorosas e geometrias detalhadas, mesmo com roscas finas, ranhuras ou rebaixos. - Baixo desperdício, alta repetibilidade
Como o material é dosado com precisão e o flash é mínimo, o desperdício é reduzido e a consistência é excelente em todos os lotes. - Investimento inicial mais alto
O ferramental é complexo e caro, e a configuração do maquinário requer conhecimento especializado - mas o retorno do investimento vale a pena para produções de alto volume.
3.2.3 Aplicações típicas
Eu sempre recomendo a moldagem por injeção para peças complexas ou de grande volume, especialmente aquelas que exigem excelente estabilidade dimensional. Ela é comumente usada em:
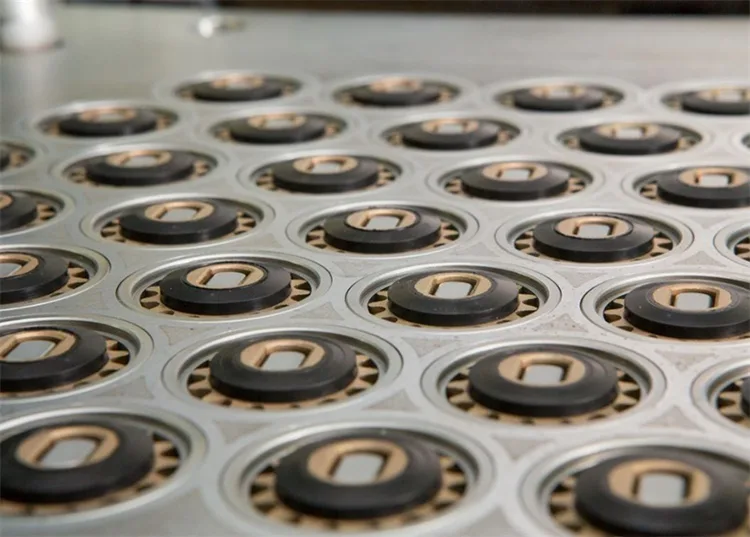
- O-rings e anéis de vedação de precisão
- Componentes de borracha automotiva, como plugues e anéis isolantes
- Solas de sapato e peças de borracha de alta precisão para consumidores
Se sua meta for produção rápida e repetível com o mínimo de defeitosa moldagem por injeção é geralmente a melhor opção.
3.3 Moldagem por transferência
3.3.1 Princípio de funcionamento
A moldagem por transferência combina a simplicidade da moldagem por compressão com um pouco da velocidade e do controle da moldagem por injeção. Funciona da seguinte forma: uma quantidade pré-medida de borracha é carregada em uma câmara chamada pote de transferêncialocalizado acima da cavidade do molde. Depois de aquecida, a borracha é forçada a descer através de canais e canais até a cavidade do molde usando um êmbolo.
Esse método permite que o material preencha a cavidade de maneira mais uniforme do que a moldagem por compressão, o que é especialmente importante para geometrias complexas ou componentes incorporados.
3.3.2 Principais recursos
- Excelente para inserções e formas complexas
O design permite que as inserções de metal ou tecido sejam posicionadas com precisão no molde, tornando-o ideal para peças sobremoldadas. - Menos flash, melhor acabamento
Como o fluxo é controlado por meio de sprues, a moldagem por transferência geralmente cria peças mais limpas e com menos flash do que a moldagem por compressão. - Tempos de ciclo e ferramental moderados
O ferramental é mais complexo do que a moldagem por compressão, mas não é tão caro quanto a moldagem por injeção. Os tempos de ciclo ficam em algum ponto entre os dois. - Pequeno desperdício de material
Os canais de transferência podem causar algum desperdício de borracha curada, mas isso geralmente é aceitável para produção de baixo a médio volume.
3.3.3 Aplicações típicas
A moldagem por transferência é uma opção para os fabricantes quando as peças exigem precisão, consistência e integração de inserções. Você o encontrará com frequência usado em:
- Isoladores elétricos
- Peças coladas de borracha a metal como montagens de motor ou vedações de válvulas
- Botas do conector e anéis isolantes de precisão em produtos eletrônicos ou aeroespaciais
Para peças de complexidade média, em que a precisão do projeto é importante - e o volume não é grande o suficiente para justificar o uso de ferramentas de injeção completas - a moldagem por transferência atinge um ponto ideal.
3.4 Extrusão
3.4.1 Princípio de funcionamento
A extrusão é um processo contínuo de formação de borracha em vez de um método de moldagem discreto. Em extrusão, a borracha não curada é alimentada em uma extrusora de rosca aquecidaque empurra o material através de um matriz moldada para criar perfis longos e contínuos de uma seção transversal específica - pense nisso como espremer pasta de dente de um tubo, mas com matrizes de precisão e escala industrial.
Depois de extrudada, a borracha ainda precisa ser vulcanizada. Isso geralmente acontece em um linha de cura contínuausando ar quente, banho de sal ou fornos de micro-ondas, dependendo do material.
3.4.2 Principais recursos
- Produção contínua
Perfeito para fazer peças longas sem costuras ou junções - cortadas em qualquer comprimento. - Design de perfil flexível
Suporta uma ampla variedade de geometrias de seção transversal, incluindo projetos ocos, sólidos ou de várias câmaras. - Requer pós-cura
Diferentemente da moldagem, a extrusão não cura a borracha dentro da matriz - ela deve ser vulcanizada posteriormente. - Excelente para materiais macios e esponjosos
As borrachas de espuma e esponja são comumente extrudadas para aplicações de amortecimento e isolamento.
3.4.3 Aplicações típicas
A extrusão é uma de nossas especialidades na Kinsoe, especialmente para clientes que precisam de Perfis de vedação de borracha personalizados. As aplicações típicas incluem:
- Tubulação para transferência de fluidos ou gases
- Calafetagem para portas, janelas e armários
- Mangueiras para linhas automotivas, de HVAC ou químicas
- Guarnições de borda e gaxetas de proteção usado em eletrodomésticos e na construção
Para peças de borracha longas e uniformesA extrusão é inigualável em termos de eficiência e flexibilidade.
3.5 Calandragem
3.5.1 Princípio de funcionamento
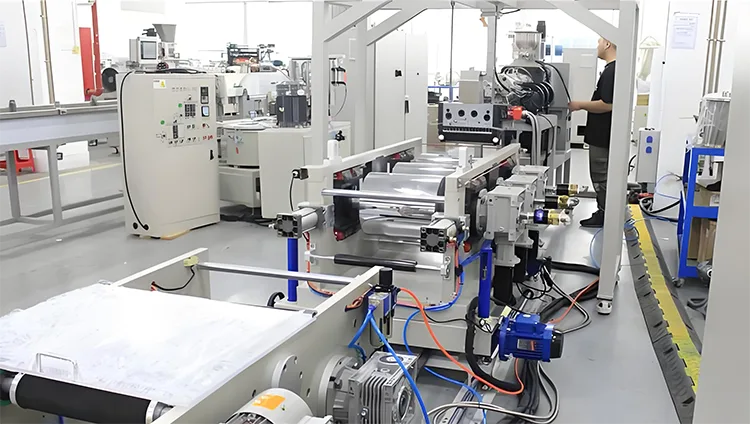
A calandragem é um processo usado para formar borracha em folhas finas ou para laminar borracha em tecidos. Isso envolve a alimentação de borracha não curada por meio de uma série de rolos aquecidos para serviços pesados que comprimem e esticam o material em espessuras precisas. Esses rolos podem ser ajustados para controlar a espessura e o acabamento da superfície.
Em alguns casos, camadas de reforço de tecido, como poliéster ou náilon, são adicionadas durante a calandragem para criar Compostos de tecido de borracha com maior resistência e estabilidade dimensional.
Ao contrário da moldagem, a calandragem produz um folha plana e contínua-ideal para aplicações em superfícies grandes e componentes em camadas.
3.5.2 Principais recursos
- Controle de espessura uniforme
A calandragem é excelente para fornecer uma espessura consistente, mesmo para folhas ultrafinas. - Alta velocidade e escalável
É um processo contínuo e de alto rendimento, perfeito para a produção de grandes volumes. - Integração versátil de tecidos
A borracha pode ser colada a uma ou mais camadas de tecido, permitindo resistência mecânica, flexibilidade e resistência térmica. - Requer cura secundária
Assim como a extrusão, a borracha calandrada deve ser vulcanizada em um estágio posterior para estabilizar suas propriedades finais.
3.5.3 Aplicações típicas
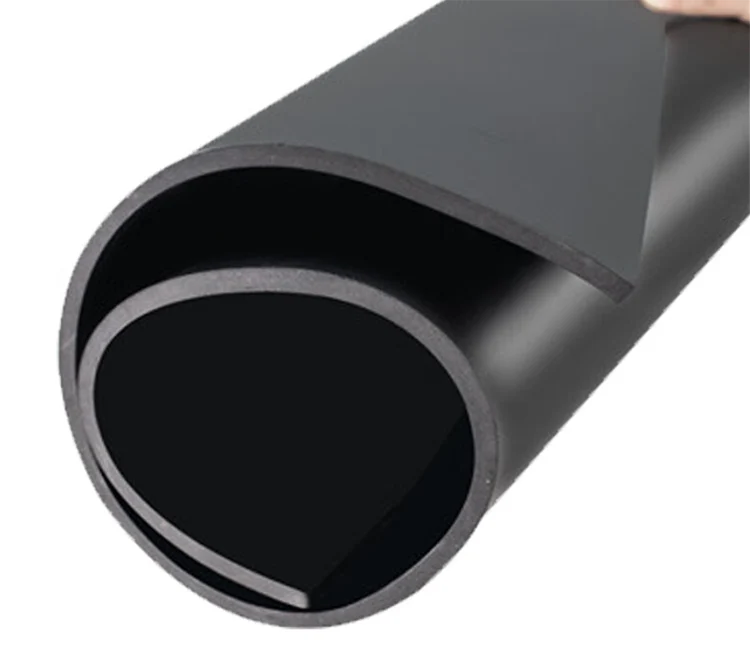
Costumo recomendar a calandragem quando os clientes precisam materiais de borracha de grande área ou em forma de folhaespecialmente quando a resistência e a uniformidade são importantes. As aplicações típicas incluem:
- Correias transportadoras usado em manufatura, agricultura e mineração
- Tecidos para cordas de pneus para pneus radiais para serviços pesados
- Membranas à prova d'água e revestimentos na construção
- Chapas de isolamento elétrico
Se seu projeto exigir lençóis planos de borracha ou estruturas laminadasA calandragem oferece escala e precisão de uma forma que poucos outros processos conseguem igualar.
3.6 Fundição
3.6.1 Princípio de funcionamento
A fundição é um método único entre as técnicas de formação de borracha porque não depende de calor e pressão elevados. Em vez disso, ele usa compostos de borracha líquida-geralmente poliuretano ou silicone, que são despejados em um molde aberto ou fechado. A borracha então cura à temperatura ambiente ou com um leve aquecimentodependendo da química.
Esse processo não envolve força mecânica nem cisalhamento, o que o torna ideal para peças grandes, macias ou com formas internas complexas que podem ser danificadas durante a moldagem tradicional.
3.6.2 Principais recursos
- Ferramentas simples e de baixo custo
Como não é necessária pressão de fixação, os moldes podem ser feitos de materiais mais baratos, como plástico ou resina. - Suave em desenhos complexos ou delicados
Como a borracha flui em uma forma líquida de baixa viscosidade, ela preenche até mesmo detalhes finos, roscas ou rebaixos com tensão mínima. - Ideal para peças macias, flexíveis ou grandes
As peças que são muito volumosas ou delicadas para a moldagem por compressão ou injeção geralmente são bem-sucedidas na fundição. - Tempos de cura mais longos
Em comparação com a moldagem baseada em calor, a fundição leva mais tempo para curar, mas essa compensação permite um processamento mais flexível.
3.6.3 Aplicações típicas
Eu recorro ao casting quando um cliente precisa peças grandes, borrachas de baixo durômetroou pequenas séries de produção sem investir em moldes de aço caros. É ideal para:
- Rolos de poliuretano e tambores de impressora
- Revestimentos de proteção para tanques ou calhas
- Moldes moldados sob medida e gabaritos
- Protótipos de baixo volume com alta flexibilidade
A fundição oferece um equilíbrio único: liberdade de design, compatibilidade com materiais macios e baixos custos de ferramentas-especialmente benéfico durante a criação de protótipos ou ao trabalhar com elastômeros especiais.
IV. Análise comparativa dos seis processos
4.1 Eficiência e custo de produção
Cada método de moldagem ou formação de borracha traz seu próprio equilíbrio entre custo, velocidade e escalabilidade. Veja como eles se comparam:
| Processo | Custo de ferramentas | Velocidade de produção | Melhor para |
|---|---|---|---|
| Compressão | Baixa | Moderado | Volume baixo/médio |
| Injeção | Alta | Muito alta | Execuções de alto volume |
| Transferência | Médio | Moderado | Precisão + insertos |
| Extrusão | Médio | Muito alta | Perfis contínuos |
| Calandragem | Médio | Alta | Folhas finas/laminados |
| Fundição | Muito baixo | Baixa | Prototipagem, peças flexíveis |
A moldagem por injeção se destaca pela automação e pelo volume, enquanto compressão e fundição permanecem econômicos para produção em baixa escala.
4.2 Adequação do aplicativo
A geometria, a tolerância e o caso de uso de sua peça influenciam muito a seleção do processo.
- Formas complexas e tolerâncias rígidas → Moldagem por injeção ou transferência
- Partes grandes ou macias → Fundição
- Perfis longos ou comprimentos sem emendas → Extrusão
- Folhas planas ou laminados têxteis → Calandragem
- Peças básicas, espessas ou com carga de inserção → Moldagem por compressão
Nenhum método é perfeito para todas as peças. Trata-se de alinhar o processo com sua intenção de projeto e expectativas de desempenho.
4.3 Compatibilidade de materiais
Algumas borrachas se comportam melhor em determinados processos:
| Tipo de borracha | Processos mais adequados |
|---|---|
| Borracha natural | Compressão, transferência, calandragem |
| EPDM | Compressão, extrusão, calandragem |
| Silicone | Injeção, transferência, fundição |
| Nitrilo (NBR) | Compressão, injeção |
| Poliuretano | Fundição, injeção |
| Fluoroelastômeros | Injeção, compressão |
Sempre teste a compatibilidade do material no início do desenvolvimento. Mesmo em uma família de borracha, os aditivos e a dureza podem afetar a qualidade do processamento.
V. Como escolher o processo correto de moldagem de borracha
5.1 Estrutura de decisão
Escolher o melhor processo de moldagem de borracha não é apenas uma questão de preço ou equipamento - é uma questão de Adequar a capacidade do processo às metas técnicas e comerciais de seu produto. Aqui está uma estrutura de decisão que uso com frequência com os clientes:
- Comece com a forma
- Sua parte é longa e contínua? → Considere extrusão.
- É uma folha plana ou laminada? → Ir com calandragem.
- É um objeto 3D com geometria complexa? → Injeção ou moldagem por transferência pode ser melhor.
- Avaliar os requisitos de desempenho
- Vedação de alta pressão? → Precisão de moldagem por injeção ajuda.
- Resistência química ou flexibilidade? → Escolha materiais como silicone e emparelhar com processos compatíveis.
- Volume de cheques e orçamento
- Baixo volume ou prototipagem? → Uso compressão ou fundição para evitar altos custos com ferramentas.
- Produção de grandes volumes? → Investir em moldagem por injeção para eficiência a longo prazo.
- Pense no tipo de material
- Precisa de borracha esponjosa, macia ou de espuma? → A extrusão ou a fundição são mais adequadas.
- Usando tecido reforçado? → Calandragem é necessário.
- Leve em conta as necessidades de inserção ou de vários materiais
- Se sua peça tiver metal incorporado ou várias camadas, transferência ou moldagem por compressão oferece maior flexibilidade.
5.2 Exemplos de casos
Aqui estão alguns cenários reais em que nós, da Kinsoe, ajudamos os clientes a combinar suas peças com o processo certo:
- Exemplo de compressão de baixo volume
Um cliente do setor de construção precisava de juntas de EPDM grandes e espessas para gabinetes de HVAC - cerca de 2.000 peças. Nós usamos moldagem por compressãoque manteve a simplicidade do ferramental e permitiu a fácil colocação de insertos sem a necessidade de corrediças complexas. - Exemplo de injeção de alto volume
Um fornecedor de autopeças precisava de 500.000 anéis O-ring para sistemas de combustível. Nós usamos moldagem por injeção para atender a tolerâncias rígidas, tempos de ciclo rápidos e inspeção automatizada, reduzindo significativamente o custo por unidade. - Produção de tiras de vedação por extrusão
Um fabricante de utensílios de cozinha inteligentes solicitou tiras de vedação contínuas de silicone com resistência ao fogo e propriedades de grau alimentício. Nós usamos extrusão + vulcanização por ar quenteA máquina de corte de rolos é um sistema de controle de qualidade que fornece rolos enrolados com alta eficiência, prontos para corte e montagem em linha.
Essas não são apenas escolhas técnicas - são escolhas estratégicas que afetam o custo, a qualidade e o tempo de colocação no mercado.

VI. Conclusão
6.1 Resumo dos pontos principais
A moldagem de borracha não é uma solução única para todos os casos. Cada processo - compressão, injeção, transferência, extrusão, calandragem e fundição - oferece vantagens exclusivas, dependendo do forma, complexidade, material e escala de produção do produto.
- Moldagem por compressão é excelente para peças de baixo custo, espessas ou com carga de inserção.
- Moldagem por injeção se destaca em aplicações de alto volume e alta precisão.
- Moldagem por transferência oferece precisão e compatibilidade de pastilhas com ferramentas moderadas.
- Extrusão fornece perfis contínuos e sem interrupções com eficiência.
- Calandragem é ideal para chapas planas e reforçadas.
- Fundição oferece flexibilidade de projeto para peças macias ou superdimensionadas com baixo custo de ferramental.
Não existe um processo "melhor" universalmente - apenas aquele que melhor se adapta às suas necessidades.
6.2 Recomendações finais para engenheiros e compradores
Se estiver projetando ou adquirindo uma peça de borracha personalizada, não escolha o método de moldagem isoladamente. Trabalhar em estreita colaboração com fabricantes como Kinsoe no início da fase de projeto. Compartilhe os desenhos de seus produtos, as especificações de materiais e as metas de desempenho para que possamos recomendar o processo mais eficaz.
E se você não tiver certeza, começar com um protótipo usando um método flexível e de baixo custo, como compressão ou fundição, antes de investir em ferramentas de produção. Essa é a maneira mais inteligente de evitar erros e garantir um desempenho de longo prazo.
O processo de moldagem correto não é apenas uma decisão de fabricação - é uma decisão estratégica que pode afetar o custo, a confiabilidade e o sucesso do produto.