
1. Por qué el caucho de grado alimentario y farmacéutico necesita una atención especial
Cuando empecé a explorar extrusión de caucho para industrias reguladas, aprendí rápidamente que no todo el caucho es igual. En los sectores alimentario y farmacéutico aplicacionesIncluso una contaminación microscópica o la migración de materiales pueden provocar graves riesgos para la salud, auditorías fallidas y retiradas masivas de productos.
Piense en ello: tubos de goma para biberones, juntas para sistemas de filtración de agua, o juntas en las máquinas de llenado de productos farmacéuticos. Estos componentes entran en contacto directo con sustancias que consumen o se inyectan las personas. Por eso, los materiales y procesos que los sustentan deben cumplir las normas de seguridad más estrictas.
La conformidad no consiste sólo en pasar una prueba; se trata de proteger la salud del consumidor y la integridad de la marca. Organismos reguladores como la FDA (EE.UU.), la EFSA (UE), la NSF y la USP establecen requisitos detallados sobre materiales, límites de migración, entornos de producción y trazabilidad.
En KINSOE, he visto de primera mano cómo estas normas afectan a todo, desde la selección de materias primas hasta el almacenamiento. Cumplirlas no es opcional: es la base de la confianza, el rendimiento y el acceso al mercado mundial.
Entonces, ¿cómo puede asegurarse de que sus componentes de caucho extruido cumplen realmente las normas de calidad alimentaria o farmacéutica?
He aquí un planteamiento paso a paso basado en prácticas de producción reales y puntos de referencia del sector.
2. Conformidad de las materias primas
El primer punto de control, y el más importante, para garantizar un caucho de calidad alimentaria o farmacéutica es seleccionar los materiales adecuados. Cuando trabajo en cualquier proyecto de extrusión para industrias reguladas, siempre empiezo por verificar que cada ingrediente -polímero base, relleno, pigmento y aditivo- cumple las normas de seguridad mundiales.
Normas materiales que cumplir
Me adhiero estrictamente a certificaciones como:
- FDA CFR 21 177.2600 - Para artículos de caucho destinados a entrar en contacto repetido con alimentos en EE.UU.
- UE 10/2011 - Para materiales de plástico y caucho en contacto con alimentos en la Unión Europea.
- NSF-51/NSF-61 - Para componentes utilizados en equipos alimentarios y sistemas de agua potable.
- USP Clase VI - Para materiales de caucho de uso médico y farmacéutico.
Entre los tipos de caucho más comunes que pueden cumplir estas normas se incluyen:
| Tipo goma | Características principales | Cumple con |
|---|---|---|
| Silicona curada con platino | No tóxico, inodoro, estable al calor | FDA, USP VI, EU 10/2011 |
| EPDM (grado alimentario) | Buena resistencia al vapor y a los productos químicos | FDA, NSF-61 |
| FKM (caucho fluorado) | Resistencia química superior | FDA, algunas variantes farmacéuticas específicas |
La elección del material adecuado no es negociable: es la base de todo el proceso.
Aditivos y contaminantes que debe evitar
Siempre verifico que los materiales estén libres de sustancias restringidas como:
- Ftalatos y otros plastificantes (por ejemplo, DEHP)
- Metales pesados (por ejemplo, plomo, cadmio)
- Nitrosaminas
- Ingredientes de origen animal (para necesidades farmacéuticas o halal/kosher)
Todos los proveedores con los que trabajo están obligados a presentarlo:
- Declaración de conformidad
- Fichas de datos de seguridad (FDS)
- Informes RoHS y REACH
Sin ellas, simplemente no procedo.
📌 Consejo profesional: Mantenga una hoja de referencia interna con una lista de los tipos de caucho que cumplen la normativa y sus certificaciones aplicables: le ahorrará horas durante la cualificación del proyecto.
En resumen, la conformidad de los materiales no es sólo una casilla de verificación, sino un proceso de validación de varios niveles. Una vez aprobados los materiales, el siguiente paso fundamental es garantizar que el proceso de producción mantenga esa pureza. Pasemos a ello a continuación.

3. Control del proceso de producción
Incluso con materias primas totalmente conformes, el riesgo de contaminación sigue siendo alto si el proceso de fabricación no se controla estrictamente. He visto cómo compuestos excelentes no superaban las auditorías finales debido a restos de residuos, protocolos de limpieza deficientes o contaminación cruzada con cauchos de calidad industrial.
Entonces, ¿cómo garantizar que el proceso de extrusión cumple sistemáticamente las normas de calidad alimentaria o farmacéutica?
1. Gestión de salas limpias o talleres higiénicos
Para las aplicaciones de alto riesgo, establezco líneas de extrusión específicas en zonas aisladas construido según Buenas prácticas de fabricación (BPF) directrices. Estas zonas están equipadas con:
- Sistemas de ventilación con filtro HEPA
- Superficies de trabajo de acero inoxidable
- Sistemas de acceso controlado e higiene del personal
Esta configuración ayuda a evitar las partículas suspendidas en el aire, el crecimiento microbiano y la contaminación cruzada.
2. Segregación y mantenimiento de equipos
Sigo una regla de oro: no hay equipos compartidos entre las líneas de productos industriales e higiénicos. Hasta el más mínimo residuo de goma de una carrera anterior puede comprometer la seguridad. Yo también programo:
- Protocolos regulares de limpieza y esterilización
- Registros de validación tras el mantenimiento
- Sistemas de codificación por colores de las herramientas para evitar confusiones
3. Normalización de los parámetros del proceso
El caucho de calidad alimentaria/farmacéutica requiere control preciso de la temperatura, la presión y el tiempo de curado. En KINSOE, registramos estas variables digitalmente a través de nuestro sistema MES para una trazabilidad completa. Cada lote incluye:
- Velocidad de extrusión
- Perfil de vulcanización (temperatura y tiempo de permanencia)
- Consistencia de la presión y el vacío de la línea
Punto clave: La normalización no sólo sirve para mantener la coherencia, sino que es la base de la trazabilidad y la auditabilidad.
4. Higiene posterior al tratamiento
Una vez finalizada la extrusión, realizo una limpieza y un curado adicionales para eliminar cualquier residuo volátil. Estos pasos suelen incluir:
- Aclarado con etanol o agua purificada
- Horneado posterior al curado (para silicona curada con platino)
- Desengrase con detergente
- Extracción con disolventesespecialmente para tubos utilizados en productos sanitarios
También aplico fundas antiestáticas y bolsas selladas inmediatamente después de la inspección para evitar la contaminación del aire.
5. Controles de la contaminación cruzada
Para reforzar la higiene, he desarrollado protocolos de segregación de herramientas, cubos codificados por coloresy flujos de trabajo por zonas. De este modo, se evita la mezcla involuntaria de piezas, herramientas o embalajes en distintos niveles de conformidad.
Con cada uno de estos controles, el objetivo es sencillo: proteger la integridad del material desde el compuesto en bruto hasta la pieza final envasada. En el siguiente paso, le explicaré cómo valido este proceso mediante rigurosas pruebas de calidad.

4. Control de calidad y pruebas
No importa lo bien que controle el entorno de producción, nunca doy por sentado el cumplimiento hasta que se haya verificado mediante pruebas. Los componentes de caucho de calidad alimentaria y farmacéutica no sólo deben fabricarse de forma segura, sino que deben pruebe su seguridad y funcionalidad mediante pruebas documentadas de rendimiento y migración.
He aquí cómo estructuro el control de calidad para garantizar el pleno cumplimiento:
1. Pruebas de propiedades físicas
Para confirmar que el caucho mantiene su integridad bajo tensión mecánica, realizo pruebas en cada lote, que incluyen:
- Resistencia a la tracción
- Alargamiento a la rotura
- Dureza Shore A
- Juego de compresión (deformación permanente)
Estos resultados se comparan con normas internas y requisitos reglamentarios como ASTM D412 y ISO 37.
Cada prueba mecánica ayuda a garantizar que el producto resistirá el uso en el mundo real.
2. Pruebas de migración (seguridad de contacto)
Este es el aspecto más crítico para los materiales en contacto directo con alimentos, agua o productos farmacéuticos. Yo dirijo:
- Límite de migración global (LMO) pruebas - Determina los extractables totales en simulantes
- Límite de migración específica (LME) - Para sustancias como plastificantes, metales o aceleradores
- Pruebas de compatibilidad de simulantes - Utilización de agua, soluciones ácidas, etanol o líquidos a base de aceite para reflejar el uso real.
Las pruebas de migración siguen los protocolos descritos en UE 10/2011, FDA 21 CFRy Directrices de la NSFA menudo se recurre a laboratorios de terceros, como SGS o Intertek.
3. Pruebas de biocompatibilidad
Para las piezas de uso farmacéutico y médico, me aseguro de que la goma pase:
- USP Clase VI - Pruebas de toxicidad sistémica, reactividad intracutánea y seguridad de implantación
- ISO 10993 - Cubre citotoxicidad, irritación y sensibilización para productos sanitarios.
Esto es obligatorio para todo lo que toque las mucosas, entre en el cuerpo o se utilice en la producción en sala blanca.
4. Pruebas sensoriales y visuales
Aunque el material sea técnicamente seguro, no pasará la inspección si huele mal, decolora los líquidos o desprende partículas. Por eso también compruebo:
- Neutralidad de olores
- Migración del color a los simulantes alimentarios
- Residuos superficiales o floración al microscopio
Estas pruebas son especialmente importantes para productos para bebés, juntas de estanqueidad y componentes visibles.
Pruebas obligatorias frente a recomendadas
| Tipo de prueba | ¿Es obligatorio por ley? | Normas aplicables |
|---|---|---|
| Tracción y dureza | Sí | ASTM, ISO |
| Pruebas de migración (OML/SML) | Sí | UE 10/2011, FDA, NSF |
| Biocompatibilidad (USP/ISO) | Caso por caso | USP Clase VI, ISO 10993 |
| Pruebas sensoriales | Recomendado | Especificaciones internas y del cliente |
Con estas pruebas por capas, puedo confirmar y documentar que el producto es no sólo funcionales y duraderas, sino biológica y químicamente seguras. A continuación, mostraré cómo lo aúno todo con un sólido sistema de documentación y trazabilidad.
5. Documentación y trazabilidad
En los sectores regulados, la calidad sin documentación es lo mismo que la ausencia total de calidad. A lo largo de los años, he aprendido que incluso los mejores productos pueden ser rechazados si carecen de pruebas de conformidad. Por eso, en KINSOE he creado un sistema de trazabilidad que documenta todas las fases de producción, desde la materia prima hasta el envío final.
1. Gestión de lotes
A cada lote de extrusión se le asigna un número de lote único trazable vinculado a:
- Proveedor de materias primas y formulación
- Parámetros del proceso (temperatura, presión, velocidad)
- Registros de inspección en línea
- Identificadores del producto final (etiqueta, ubicación, identificación del palé)
Esto me permite rastrear cualquier problema hasta su origen en cuestión de minutos.
2. Sistema de documentación de conformidad
Para apoyar las auditorías o la verificación de los clientes, mantengo una biblioteca organizada de:
- Declaración de conformidad para cada materia prima y producto acabado
- Certificados de terceros (FDA, NSF, USP, EU)
- Informes de pruebas internas
- Registros de inspección de clientes
- Documentos SDS, RoHS, REACH
He aprendido a alinear esta documentación con las plantillas de control de calidad del cliente para reducir las idas y venidas y generar confianza rápidamente.
Un sistema de documentación sólido es su escudo durante las auditorías de los clientes y las inspecciones reglamentarias.
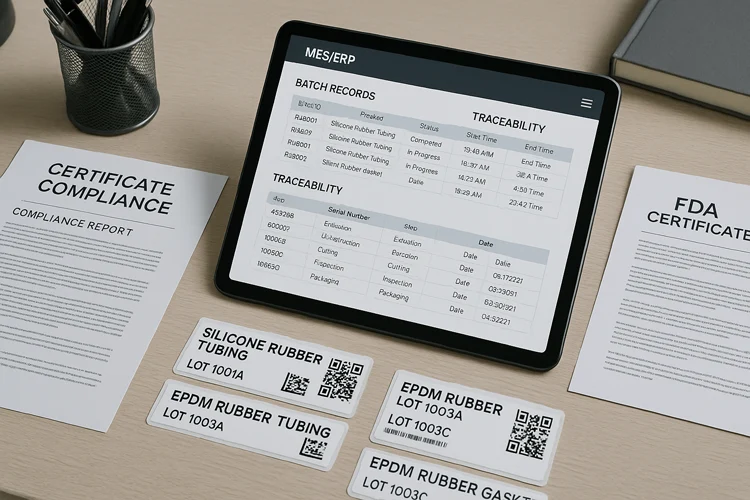
3. Registros digitales habilitados para ERP/MES
En lugar de confiar en los rastros de papel, he adoptado seguimiento digital a través de nuestras plataformas ERP y MES. Estos sistemas automáticamente:
- Vincular cada proceso de producción a su operario, turno y máquina.
- Almacenar datos de pruebas de calidad en la nube
- Seguimiento de los pedidos de los clientes en relación con los números de lote
- Activar alertas si un material o proceso se desvía de las especificaciones
Esto no sólo mejora la precisión, sino que también garantiza el cumplimiento de los requisitos globales de retirada de productos.
4. Política de conservación y supervisión
Para cumplir las normativas de la FDA y la UE, almaceno toda la documentación:
- Durante un mínimo de 5 años después del lanzamiento del producto
- Bajo el control de un gestor de registros de calidad
- Con copias de seguridad externas para la continuidad de la actividad
Sin este sistema, responder a una reclamación o retirada de un producto sería caótico.
La trazabilidad no es sólo papeleo: se trata de proteger su marca y garantizar la seguridad del consumidor mucho después de que el producto salga de sus instalaciones.
A continuación, explicaré cómo gestionamos el cumplimiento normativo global y los flujos de trabajo de certificación para satisfacer las cambiantes demandas del mercado.
6. Cumplimiento de la normativa y gestión de la certificación
Cumplir la normativa no es sólo cumplir los requisitos de hoy, sino prepararse para los de mañana. Con los años, me he dado cuenta de que las normas reguladoras de los materiales en contacto con alimentos y productos farmacéuticos evolucionan con frecuencia, y no mantenerse al día puede significar perder el acceso al mercado.
Para mantenerme a la vanguardia, he desarrollado un enfoque estructurado del cumplimiento de la normativa y la gestión de la certificación.
1. Normativa clave por regiones
He aquí una referencia rápida de las principales normativas sobre caucho en contacto con alimentos y productos farmacéuticos que cumplimos:
| Región | Nombre del Reglamento | Ámbito de aplicación |
|---|---|---|
| Estados Unidos | FDA CFR 21 177.2600 | Artículos de caucho en contacto con alimentos |
| Unión Europea | UE 10/2011 | Materiales en contacto con alimentos, incluidos los elastómeros |
| China | GB 4806.11-2016 | Materiales de caucho en contacto con alimentos |
| Global | NSF-51 Y NSF-61 | Equipamiento alimentario y sistemas de agua potable |
| Global | USP Clase VI / ISO 10993 | Materiales farmacéuticos y de dispositivos médicos |
Cada mercado puede tener ligeras variaciones, pero el principio rector sigue siendo el mismo: verificar que el material no libera sustancias nocivas en las condiciones de uso previstas.
2. Proceso de certificación
Desgloso el flujo de certificación en tres pasos prácticos:
- Preevaluación interna:
- Revisión de formulaciones y registros de procesos
- Realización de migraciones internas y pruebas físicas
- Pruebas de terceros:
- Seleccione laboratorios como SGS, Interteko TÜV SÜD
- Realización de paneles completos de migración y biocompatibilidad
- Documentación de cara al cliente:
- Compilar certificados, informes, DoC y resúmenes de pruebas en un formato estándar.
- Preparar auditorías de fábrica in situ si así lo requiere el cliente.
La certificación no es una acción puntual, sino una actitud de preparación continua.
3. Control continuo de la normativa
Para garantizar el cumplimiento a largo plazo, hago un seguimiento activo de las actualizaciones de organismos reguladores como:
- FDA DE EE.UU. - www.fda.gov
- Autoridad Europea de Seguridad Alimentaria (EFSA) - www.efsa.europa.eu
- NSF Internacional - www.nsf.org
Estamos suscritos a boletines informativos, asistimos a seminarios sobre conformidad y actualizamos periódicamente las especificaciones internas para adaptarlas a los nuevos límites de migración o listas de sustancias prohibidas.
4. Recursos de apoyo
Mantengo una biblioteca de:
- Resúmenes de la normativa por país/región
- Guías de materiales asignación de los tipos de caucho a los usos permitidos
- Plantillas de protocolos de ensayo para el desarrollo de nuevos productos
De este modo, facilito a nuestros equipos internos -y a nuestros clientes- el cumplimiento de la normativa sin necesidad de ser expertos en ella.
Una estrategia de cumplimiento proactiva protege sus ventas globales y refuerza su credibilidad ante los clientes preocupados por la calidad.
A continuación, le explicaré cómo gestionamos el almacenamiento y el envasado para preservar la limpieza y garantizar la integridad alimentaria hasta la entrega final.
7. Gestión de almacenamiento y envasado
Incluso el mejor componente de caucho puede perder su calidad alimentaria o farmacéutica si se manipula mal durante su almacenamiento o envasado. Por eso trato la fase de posproducción con el mismo rigor que la de fabricación, porque la limpieza y la trazabilidad no se detienen en la puerta de la fábrica.
1. Materiales y diseño de los envases
Todos los productos alimentarios o farmacéuticos que envío están envasados en doble capa:
- Embalaje interior: Fabricadas con bolsas de polietileno (PE) de calidad alimentaria, selladas inmediatamente después del control de calidad final.
- Embalaje exterior: Cajas de cartón ondulado etiquetadas con el número de lote, el nombre del producto y los símbolos de conformidad.
Siempre que sea posible, solicitamos o facilitamos la DoC para materiales de envasado mismos para garantizar que cumplen las normas de contacto con alimentos como UE 1935/2004 o FDA 21 CFR 177.1520.
El envase debe ser tan conforme y trazable como el producto que contiene.
2. Entorno de almacenamiento
Una vez envasados, los productos de caucho deben almacenarse en condiciones controladas para mantener la limpieza y las propiedades del material. Aplico las siguientes normas:
- Ventilación: Los almacenes están equipados con filtros HEPA y control del flujo de aire
- Control de la humedad: La humedad se mantiene por debajo de 60% para evitar el moho o la degradación
- Blindaje ligero: Los productos sensibles a los rayos UV se almacenan en contenedores sombreados u opacos
- Temperatura: Almacenado entre 10°C-30°C para evitar el envejecimiento prematuro o la deformación.
Los productos se ordenan siempre utilizando el FIFO (primero en entrar, primero en salir) para garantizar que no queden lotes obsoletos en circulación.
3. Etiquetado e identificación
Cada producto lleva una etiqueta:
- Nombre del producto y código interno del artículo
- Número de lote
- Producción y fecha de caducidad
- Marcas de conformidad (por ejemplo, FDA-compliant, USP VI, etc.)
Estas etiquetas ayudan a los clientes a identificar la conformidad de la pieza de un vistazo y facilitan las auditorías, las retiradas o la reposición de existencias.
En mercados muy regulados, las etiquetas poco claras o inexistentes pueden desencadenar un rechazo automático o el fracaso de una auditoría.
4. Prevención de la contaminación cruzada en logística
Durante la preparación del envío, me aseguro de que:
- Las piezas de alimentos y productos farmacéuticos se guardan separados de los productos industriales
- No se produce ningún reembalaje ni exposición fuera de la zona controlada
- Los palés se retractilan e higienizan antes de la carga
Si un producto está destinado a integrarse en una sala blanca (por ejemplo, en una instalación farmacéutica), ofrecemos incluso doble bolsa y envasado esterilizado por rayos gamma previa solicitud.
Al aplicar estas prácticas, me aseguro de que los productos de caucho mantengan su limpieza y conformidad certificadas desde la extrusión hasta la instalación del usuario final. A continuación, les explicaré cómo la mejora continua y los circuitos de retroalimentación nos ayudan a evolucionar y optimizar cada etapa de este proceso.
8. Mejora continua y mecanismo de retroalimentación del cliente
El cumplimiento no es un destino, es un viaje continuo. A lo largo de los años, he aprendido que la única forma de ir por delante de una normativa cada vez más estricta y de las crecientes expectativas de los clientes es integrar la mejora continua en todos los niveles de la empresa.
Así es como mantengo y mejoro la producción de caucho de calidad alimentaria y farmacéutica en KINSOE:
1. Seguimiento de quejas y comentarios de los clientes
Todas las preocupaciones de los clientes, por pequeñas que sean, se registran en nuestra base de datos. Sistema de gestión de la calidad (SGC). Cada estuche incluye:
- Descripción del problema
- Número de lote del producto y contexto de aplicación
- Análisis de la causa raíz (ACR)
- Acciones correctivas y preventivas (CAPA)
Nuestro objetivo es responder en 24 horas y resolver en 5 días laborables. Esto no solo genera confianza, sino que ayuda a identificar puntos débiles en nuestro proceso que podríamos haber pasado por alto.
2. Sistema de auditoría interna
Para asegurarme de que no nos limitamos a apagar fuegos, programo auditorías internas trimestrales a través de:
- Limpieza del taller GMP
- Documentación de conformidad
- Procedimientos para los empleados y salvaguardias contra la contaminación cruzada
- Registros de mantenimiento y calibración
Cada auditoría incluye registro de no conformidades y un verificación de seguimiento para garantizar que las acciones correctivas no sólo se emitan, sino que se cierren.
Sin auditoría interna, las pequeñas desviaciones de los procesos pueden acumularse y convertirse en riesgos de cumplimiento importantes.
3. Programa de formación de empleados
El personal de taller es la primera línea del cumplimiento. Por eso he creado un sistema de formación estructurado que abarca:
- Actualizaciones normativas (FDA, UE, GB, NSF, etc.)
- Fundamentos de BPF y prácticas de higiene
- Procedimientos de control de calidad y protocolos de inspección
- Mecanismos de emergencia y escalada
Los recién contratados reciben formación en el plazo de una semana y todos los empleados vuelven a obtener la certificación anualmente.
4. Recalificación y evaluación de proveedores
Los vendedores y proveedores de materias primas se vuelven a auditar anualmente o cada vez que surge una nueva normativa. Evaluamos:
- DoC y actualizaciones de certificación
- Cambios en las fórmulas o en los centros de producción
- Capacidad de respuesta a los informes de no conformidad
- Coherencia en la entrega y la comunicación
Creo que su cadena de suministro es una extensión de su sistema de cumplimiento. Si se rompe un eslabón, toda la cadena corre peligro.
5. Bucle de mejora basado en datos
Todos los parámetros de calidad -quejas, resultados de auditorías, desviaciones de producción- se revisan en reuniones mensuales sobre calidad. Basándonos en las tendencias, las aplicamos:
- Actualizaciones de procesos
- Revisiones de diseño
- Mejoras en las pruebas
- Modificaciones de herramientas
Así nos aseguramos de que las mejoras se basan en hechos y no en suposiciones.
A continuación, presentaré todos estos puntos con un resumen práctico y los puntos clave que le ayudarán a construir o evaluar su propio sistema de caucho de grado alimentario/farmacéutico.
9. Conclusión: Creación de un proceso de extrusión de caucho totalmente conforme
Cuando reflexiono sobre lo que se necesita para producir piezas de caucho extruido de calidad alimentaria o farmacéutica, hay algo que llama la atención: el cumplimiento es el resultado de la constancia, no de la suerte.
Para cumplir realmente las normas de la FDA, la UE, la NSF y la USP, he creado sistemas que garantizan el control, la trazabilidad y la verificación de todas las fases del proceso, desde la materia prima hasta la entrega.
Estos son los puntos de control esenciales que nunca me salto:
- Conformidad de las materias primas: Elija siempre mezclas de caucho y aditivos certificados. Valide cada ingrediente con documentación como DoC y MSDS.
- Entornos de producción limpios: Mantener la separación física, el control de las herramientas y la higiene a nivel GMP para evitar la contaminación.
- Procesos validados: Estandarice los parámetros de extrusión, las rutinas de limpieza del equipo y los protocolos de poscurado.
- Pruebas rigurosas: Realice pruebas mecánicas, de migración y de biocompatibilidad adaptadas a los requisitos legales de su mercado.
- Trazabilidad total: Utilice las herramientas ERP/MES para vincular cada producto a su origen y al historial del proceso.
- Certificación actualizada: Manténgase a la vanguardia mediante el seguimiento continuo de los cambios normativos y el mantenimiento de los certificados vigentes.
- Envasado y almacenamiento controlados: Garantizar que, incluso después de la producción, el producto siga siendo seguro, limpio y conforme.
- Mejora continua: Utilice los datos, las auditorías y los comentarios de los clientes para hacer que su sistema sea más inteligente, más sólido y más conforme a las normas con el paso del tiempo.
La prevención es más barata que la retirada. Y en los mercados regulados, prevención significa proceso.
En KINSOEEsta filosofía me ha permitido suministrar componentes de caucho fiables y conformes a la normativa a clientes de los sectores de procesamiento de alimentos, equipos médicos y salud del consumidor de todo el mundo. Tanto si es usted comprador, ingeniero o responsable de calidad, espero que este artículo le haya proporcionado una hoja de ruta clara para evaluar y mejorar su estrategia de conformidad.
Porque cuando se trata de materiales en contacto con alimentos y productos farmacéuticos, no hay atajos: sólo sistemas.