
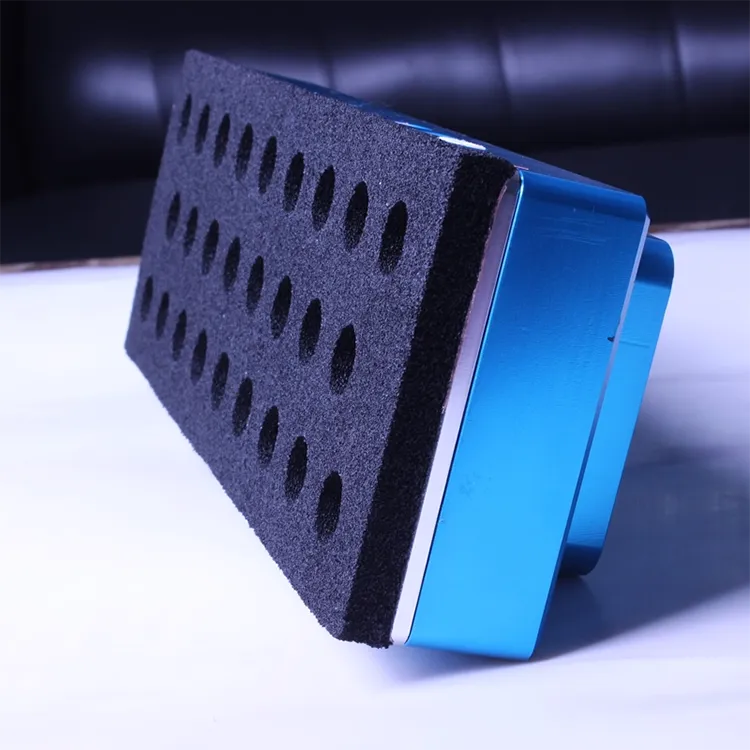
Les ventouses en mousse sont conçues pour adhérer aux surfaces sur lesquelles les ventouses en caoutchouc ont du mal à adhérer, telles que les cartons rugueux, les panneaux MDF poreux, les plastiques texturés et les pièces usinées huileuses. Mais lorsque quelque chose ne fonctionne pas correctement, les symptômes peuvent être déroutants : chute de pièces, ramassage lent, marques ou surchauffe du générateur de vide.
La bonne nouvelle ?
Plus de 90% de défaillances des ventouses en mousse sont dues à des facteurs ajustables et NON à des défauts du produit.
Dans ce guide de dépannage, je vais vous aider à diagnostiquer les problèmes étape par étape en fonction des symptômes que vous pouvez observer directement sur votre chaîne de production.
Pour une compréhension plus complète, vous pouvez également consulter :
- Ventouses en mousse : guide d'achat complet
- Comment choisir les ventouses en mousse adaptées
- Ventouses en mousse pour surfaces rugueuses et huileuses
- Durée de vie, entretien et coût des ventouses en mousse
- Ventouses en mousse ou en caoutchouc : guide des matériaux
1. Introduction
Si vous avez l'habitude de travailler avec des ventouses en caoutchouc, passer à la mousse nécessite un changement de mentalité. Les ventouses en caoutchouc dépendent :
Étanchéité parfaite + vide poussé.
Les ventouses en mousse, cependant, fonctionnent selon le principe suivant :
Fuite contrôlée + débit d'air élevé.
Cela signifie que les mécanismes fondamentaux de défaillance sont différents :
- Augmentation du vide niveau ne réparera pas un gobelet en mousse — aspirateur flux volonté.
- Les coupelles en mousse tolèrent la poussière, mais doivent présenter une dureté adéquate.
- Les coupelles en mousse permettent d'étanchéifier les surfaces rugueuses, mais leur diamètre et leur matériau doivent être adaptés.
- Les habitudes de dépannage des ventouses en caoutchouc conduisent à des réglages incorrects.
La compréhension de ces principes est essentielle pour résoudre immédiatement les problèmes liés aux gobelets en mousse 80%.
2. Symptôme 1 — Pièces qui tombent ou glissent
C'est la demande de dépannage la plus courante que je reçois :
“ Les gobelets en mousse peuvent ramasser des objets légers, mais les matériaux plus lourds ou poreux glissent. ”
ou
“ Les tasses tiennent bien le matin, mais des morceaux tombent plus tard dans la journée. ”
Vous trouverez ci-dessous les véritables causes techniques et les solutions pour y remédier.
2.1 Causes probables
1) Diamètre de la tasse trop petit
Les surfaces rugueuses et poreuses fuient davantage ; une petite tasse ne peut pas compenser cela.
(Voir les règles de dimensionnement dans Comment choisir les ventouses en mousse adaptées.)
2) Dureté de la mousse trop élevée
Mousse dure = mauvaise adaptabilité à la surface.
Résultat : microfuites → adhérence instable.
3) Inadéquation des matériaux
Exemples :
- Pièces huileuses → nécessitent Mousse NBR
- Surfaces abrasives → nécessitent Mousse PU
- Surfaces délicates → nécessitent mousse de silicone
Voir la comparaison dans Ventouses en mousse ou en caoutchouc : guide des matériaux.
4) Vide insuffisant flux (problème le plus courant)
L'utilisation d'un système à vide poussé destiné aux gobelets en caoutchouc est l'une des principales causes de défaillance des gobelets en mousse.
Les gobelets en mousse nécessitent :
Débit élevé, flux d'air stable, réponse rapide.
5) Fuites superficielles provenant de textures rugueuses/poreuses
Les cartons ondulés, le MDF, le plastique texturé et le métal sablé provoquent des fuites naturelles.
Voir des exemples concrets dans :
Ventouses en mousse pour surfaces rugueuses et huileuses.
6) Usure ou contamination de la mousse
La poussière, l'huile, l'encre, les fibres et les fissures sur les bords réduisent considérablement les performances d'étanchéité.
(Voir les traces d'usure dans Durée de vie, entretien et coût des ventouses en mousse.)
2.2 Procédure de diagnostic (les tests rapides que j'utilise sur les lignes des clients)
Étape 1 — Appuyez la tasse sur le produit.
Vérifiez comment la mousse se déforme.
- Compression inégale → mousse trop dure
- Effondrement excessif → mousse usée ou trop molle
Étape 2 — Testez avec une tasse plus grande
Si les performances s'améliorent immédiatement, cela signifie que votre diamètre d'origine était trop petit.
Étape 3 — Inspectez la surface de la mousse
Cherchez :
- Fissures
- Poussière
- Film d'huile
- Déchirure superficielle
- Kit de compression
Étape 4 — Vérifier le temps de réponse du vide
Réponse lente ?
Le problème vient de la longueur de votre tuyau, de son diamètre intérieur ou de la conception du collecteur, et non de la coupelle.
Étape 5 — Évaluer le vide flux
Mesurer le débit d'air réel sous charge.
Niveau de vide élevé avec faible débit ≠ force de maintien stable.
2.3 Mesures correctives (solutions éprouvées)
1) Augmenter le diamètre de la coupelle (règle de surdimensionnement 20%)
Spécialement conçu pour les surfaces poreuses et poussiéreuses.
2) Optez pour une mousse plus souple ou à cellules fines.
Améliore l'étanchéité sur :
- Cartons bruts
- MDF
- Plastiques texturés
- Formes courbes
3) Sélectionnez le matériau en mousse approprié.
- NBR → parties grasses
- PU → surfaces abrasives
- Silicone → surfaces brillantes ou délicates
- NR/EPDM → usage général
4) Augmenter le débit du vide, pas le niveau de vide
Mise à niveau vers :
- Éjecteurs à haut débit
- Voies d'écoulement plus larges
- ID de collecteur plus grand
5) Nettoyer ou remplacer les filtres
Les filtres obstrués réduisent le débit et provoquent de fausses baisses.
6) Remplacer les coupelles en mousse usées
La mousse est un composant consommable ; si les cellules s'affaissent, l'étanchéité ne peut pas être rétablie.
➡ Suivi recommandé :
Pour plus d'informations sur les comportements de surface, voir Ventouses en mousse pour surfaces rugueuses et huileuses.
3. Symptôme 2 — Prise ou relâchement lents
Si vos tasses finalement saisir ou relâcher, mais cela prend trop de temps, le problème se situe presque toujours dans le chemin de transport sous vide, pas le matériau de la tasse.
Voici comment je diagnostique et résous ce problème.
3.1 Causes probables
1) Le débit d'aspiration est trop faible.
Les ventouses en mousse fuient de par leur conception : débit lent = activation lente.
2) Longueur du tuyau trop importante ou diamètre interne trop petit
Les tuyaux longs et étroits agissent comme des goulots d'étranglement.
3) Déformation rémanente après compression de la mousse
Si la mousse reste aplatie, sa vitesse de rebond ralentit, ce qui retarde la libération.
Voir les informations sur la durabilité dans :
Durée de vie, entretien et coût des ventouses en mousse.
4) Déséquilibre du collecteur
Répartition inégale = certaines tasses sont à sec tandis que d'autres sont trop remplies.
5) Filtres partiellement obstrués
Une petite accumulation de poussière ≠ un petit problème.
Il suffit d'un blocage de 10 à 201 TP12T pour ralentir sensiblement la collecte.
3.2 Procédure de diagnostic
Test 1 — Test de connexion directe
Connectez une tasse directement à la source de vide.
Si la vitesse s'améliore → le problème vient des tuyaux ou du collecteur.
Test 2 — Vérifier la longueur du tuyau / diamètre intérieur
Règle générale :
- Conserver les tuyaux court
- Utilisation grand ID
- Évitez les virages serrés ou les embranchements en T.
Test 3 — Inspecter le rebond de la mousse
Appuyez sur la mousse et observez son temps de retour.
Si lent → la mousse est usée.
Test 4 — Vérifier le débit du générateur de vide sous charge
Mesurez le débit réel avec les gobelets connectés.
Un niveau de vide élevé seul ne signifie rien si le débit est limité.
3.3 Mesures correctives
1) Augmenter le débit du vide
Utilisez des éjecteurs plus grands ou réglez les paramètres de débit.
2) Raccourcir les tuyaux / augmenter le diamètre interne
C'est l'une des mises à niveau les plus rapides et les plus faciles à réaliser.
3) Remplacer les coupelles par un ensemble de compression
Mousse aplatie = scellage lent et libération lente.
4) Rééquilibrer le collecteur
Utilisez des limiteurs de débit ou réacheminer les tuyaux pour une distribution uniforme.
5) Nettoyer ou remplacer les filtres
Dans les environnements poussiéreux ou huileux, les filtres peuvent se boucher en quelques jours seulement.
➡ Pour l'optimisation spécifique à l'environnement, reportez-vous à Ventouses en mousse pour surfaces rugueuses et huileuses.
4. Symptôme 3 — Marques visibles, éraflures ou dommages sur le produit
Les ventouses en mousse sont choisies spécifiquement parce qu'elles permettent de manipuler surfaces délicates ou revêtues mieux que les ventouses en caoutchouc.
Alors, quand un client me dit :
- “ Les gobelets en mousse laissent des traces. ”
- “ Mes étiquettes imprimées présentent de légères marques après avoir été saisies ”, ou
- “ Le plastique brillant présente des imperfections à la surface. ”
… c'est un signe que le matériau, dureté ou paramètres de vide ne correspondent pas au produit.
4.1 Causes probables
1) La dureté de la mousse est trop élevée.
La mousse dure peut se comprimer de manière trop agressive et laisser des marques visibles, en particulier sur :
- Surfaces imprimées
- Plastiques brillants
- Métaux revêtus
- Panneaux décoratifs
Voir les règles de sélection dans Comment choisir les ventouses en mousse adaptées.
2) Matériau inadapté aux surfaces sensibles
Certaines mousses sont plus abrasives ou laissent de légères traces de texture.
- mousse NR → ne convient pas aux revêtements sensibles
- Mousse PU → durable mais plus ferme ; peut laisser des traces sur les surfaces brillantes
- Mousse de silicone → le plus sûr pour les finitions délicates
Comparaison des matériaux disponible dans
Ventouses en mousse ou en caoutchouc : guide des matériaux.
3) Niveau de vide excessif
Une compression excessive = marques, déformations ou empreintes en forme d“” anneaux ».
Les gobelets en mousse ont besoin débit d'air plus élevé, pas un vide plus puissant.
4) Compression inégale ou usure des bords
Les bords usés se compressent de manière inégale et provoquent des marques d'empreintes.
(Voir les traces d'usure dans Durée de vie, entretien et coût des ventouses en mousse.)
4.2 Procédure de diagnostic
Étape 1 — Examinez le motif des marques
- Marque en forme d'anneau → vide trop puissant
- Impressions de bord → mousse trop dure ou usée
- Transfert de texture → mousse trop ferme
Étape 2 — Comparez avec une mousse plus souple
Passez temporairement à une mousse souple ou en silicone pour un test rapide.
Si les marques disparaissent → problème de dureté confirmé.
Étape 3 — Réduire le niveau de vide
Réduisez le vide de 10 à 20% et observez les changements de marquage.
Étape 4 — Inspectez les bords de la mousse
Les bords fissurés ou compressés peuvent causer des “ marques de coupure ”.”
4.3 Mesures correctives
1) Optez pour une mousse ultra-douce ou en silicone.
Le meilleur choix pour :
- Plastiques brillants
- Métaux revêtus
- Verre
- Emballage haut de gamme
2) Réduire le niveau de vide et augmenter le débit
Cela permet d'obtenir une prise plus douce sans sacrifier la force de maintien.
3) Augmenter l'épaisseur de la mousse
Une mousse plus épaisse répartit la compression de manière plus uniforme.
4) Remplacer les coupelles usées
Si les bords sont endommagés, le marquage continuera.
➡ Pour des recommandations spécifiques à la surface, voir
Ventouses en mousse pour surfaces rugueuses et huileuses.
5. Symptôme 4 — Le générateur de vide chauffe, est bruyant ou surchargé
Lorsque le générateur de vide “ semble en difficulté ” ou chauffe anormalement, les clients pensent généralement que la ventouse est défectueuse.
Mais presque toujours, les causes réelles sont les suivantes :
- Fuite provenant d'une mousse usée
- Filtres obstrués
- Type de vide incorrect
- Fuite excessive due aux caractéristiques de la surface
Cette section vous aide à identifier rapidement la cause profonde.
5.1 Causes probables
1) Fuite excessive due à une dureté incorrecte de la mousse
Si la mousse ne parvient pas à sceller les surfaces rugueuses/poreuses, le générateur de vide compense en travaillant plus fort, ce qui entraîne une surchauffe.
2) Micro-déchirures ou bords usés
Petites déchirures = perte supplémentaire de débit d'air = surcharge du générateur.
(Voir les remarques sur la durabilité dans
Durée de vie, entretien et coût des ventouses en mousse.)
3) Colmatage du filtre
La poussière, les fibres de MDF, l'encre ou l'accumulation d'huile restreignent la circulation de l'air.
Un blocage de 20–30% suffit à pousser le générateur de vide au-delà de son cycle de service.
4) Type de générateur de vide incorrect
Utilisation d'un vide poussé L'utilisation d'un générateur (conçu pour les gobelets en caoutchouc) dans un environnement de gobelets en mousse entraîne :
- Surchauffe
- Cycles plus longs
- Niveaux de vide instables
La mousse nécessite éjecteurs ou pompes à haut débit, pas de vide poussé.
5) Problèmes liés à la conception du collecteur
Une distribution inégale du débit oblige le générateur à compenser.
5.2 Procédure de diagnostic
Test 1 — Inspecter les bords et la surface de la mousse
Les déchirures ou les fissures augmentent considérablement les fuites.
Test 2 — Vérifier l'absence de contamination des filtres
Tapotez doucement les filtres : si de la poussière ou de l'huile s'écoule, il est temps de les remplacer.
Test 3 — Mesure du cycle de service du générateur
Si le générateur atteint rarement le ralenti, c'est qu'il est en surcharge.
Test 4 — Passer temporairement à une source de vide à haut débit
Si le générateur se stabilise, votre type d'aspirateur actuel n'est pas adapté.
5.3 Mesures correctives
1) Remplacer les coupelles en mousse usées ou fissurées
Réduction immédiate des fuites.
2) Ajouter ou améliorer le système de filtration
Pour les environnements poussiéreux, utilisez :
- Filtres fins
- Préfiltres
- Séparateurs de poussière à cyclone
Pour les environnements huileux :
- Filtres résistants à l'huile
- Séparateurs de gouttes
3) Augmenter la capacité de débit du vide
Passez à des éjecteurs ou des pompes conçus pour les matériaux poreux.
4) Optimiser la dureté/le matériau de la mousse
- Mousse souple pour sceller les surfaces rugueuses
- Mousse NBR pour les pièces huileuses
- Mousse PU pour les surfaces poussiéreuses ou abrasives
Guide de sélection des matériaux :
Ventouses en mousse ou en caoutchouc : guide des matériaux.
5) Améliorer l'équilibre du collecteur
Utilisez des collecteurs de plus grand diamètre ou des vannes individuelles pour éviter les baisses de débit.
6. Dépannage des flux
Ces arbres décisionnels sont conçus pour permettre un diagnostic rapide sur site lorsque le temps de cycle ou le temps de fonctionnement est critique.
6.1 Si la tasse ne ferme pas correctement
- Vérifier la dureté de la mousse
- Vérifier le diamètre de la tasse
- Augmenter le débit d'air
- Inspecter l'usure de la mousse
- Vérifier les tuyaux et les collecteurs
- Vérifier l'état du filtre
- Adapter le matériau au type de surface
➡ Contenu connexe :
Comment choisir les ventouses en mousse adaptées
6.2 Si le produit glisse pendant le déplacement
- Passer à une mousse plus souple
- Augmenter le diamètre de la tasse
- Augmenter le débit d'air
- Passer au matériau approprié (NBR, PU, etc.)
- Réduire le niveau d'aspiration pour les surfaces délicates
➡ Conseils spécifiques à la surface :
Ventouses en mousse pour surfaces rugueuses et huileuses
6.3 Si la coupe endommage la surface
- Passez au silicone ou à la mousse ultra-douce
- Réduire le niveau de vide
- Augmenter l'épaisseur de la mousse
- Vérifier l'usure des bords
➡ Choix des matériaux :
Ventouses en mousse ou en caoutchouc : guide des matériaux
6.4 En cas de surchauffe du générateur de vide
- Inspecter les filtres
- Vérifiez que la mousse n'est pas déchirée.
- Augmenter le débit d'air
- Évaluer le type de générateur de vide
- Vérifier la longueur des tuyaux et l'équilibre du collecteur
➡ Durabilité et conseils en matière de coûts :
Durée de vie, entretien et coût des ventouses en mousse

7. Comment prévenir les problèmes avant qu'ils ne surviennent
Après avoir aidé tant d'équipes d'automatisation, j'ai réalisé que La plupart des défaillances des ventouses en mousse sont prévisibles et évitables..
Si vous mettez en œuvre les mesures préventives suivantes, vous éliminerez 70 à 851 TP12T de problèmes courants avant même qu'ils ne surviennent.
Ce chapitre résume la routine exacte que je conseille à mes clients de suivre.
7.1 Sélection correcte de la coupelle (mesure préventive #1)
Une sélection incorrecte de la tasse est responsable de la majorité des problèmes :
- Dureté incorrecte → défauts d'étanchéité
- Matériau inadapté → usure prématurée
- Épaisseur incorrecte → compression inégale
- Diamètre incorrect → marge d'étanchéité insuffisante
Utilisez les règles dans Comment choisir les ventouses en mousse adaptées pour vous assurer que vos bases sont solides.
Et si vous n'êtes pas sûr, envoyez-moi des photos et des informations sur la surface. Je peux généralement identifier la dureté/le matériau correct en quelques minutes.
7.2 Évaluation régulière de la surface
Les performances des ventouses en mousse dépendent directement de l'état de la surface de votre produit.
Je vérifie toujours :
- Porosité
- Rainures ou texture
- Poussière ou fibres de bois
- Film d'huile
- Variations de hauteur
Si vous travaillez sur des surfaces difficiles, consultez les conseils techniques dans
Ventouses en mousse pour surfaces rugueuses et huileuses.
7.3 Configuration correcte du système d'aspiration
Les gobelets en mousse nécessitent débit d'air élevé, pas de vide poussé.
Meilleures pratiques :
- Utilisez des éjecteurs ou des pompes à haut débit.
- Utilisez des tuyaux courts et de grand diamètre interne.
- Utilisez des collecteurs équilibrés sur plusieurs tasses.
- Utilisez un système de filtration approprié (type poussière ou huile).
Des systèmes d'aspiration incorrects sont l'une des principales causes d'un ramassage lent et d'une surchauffe du générateur.
Voir les recommandations d'optimisation du vide dans
Ventouses en mousse pour surfaces rugueuses et huileuses.
7.4 Routine de maintenance prédictive
Au lieu d'utiliser des intervalles de remplacement fixes, je recommande :
“ Remplacez la tasse lorsque ses performances changent, et non pas lorsque le calendrier l'indique. ”
Indicateurs annonçant une défaillance imminente :
- La mousse rebondit lentement
- Des fissures apparaissent sur les bords
- La vitesse de ramassage diminue
- Augmentation du bruit du générateur
- Les pièces bougent légèrement avant le levage.
Les modèles d'usure détaillés et le calendrier de remplacement sont abordés dans
Durée de vie, entretien et coût des ventouses en mousse.
8. Liste de contrôle rapide pour le dépannage
Voici le résumé que je fournis aux ingénieurs pour une utilisation sur site et en temps réel.
Vous pouvez imprimer ce document sous forme de référence d'une page à afficher près de votre chaîne de production.
□ Le diamètre de la tasse est-il trop petit ?
Appliquez la règle de surdimensionnement 20% à partir de
Comment choisir les ventouses en mousse adaptées.
□ La dureté de la mousse est-elle adaptée à la surface ?
- Rugueux → moyennement doux
- Poreux → souple + haut débit
- Huileux → NBR
- Abrasif → PU
Voir les conseils pratiques de
Ventouses en mousse ou en caoutchouc : guide des matériaux.
□ Le matériau est-il adapté à l'environnement ?
Vérifiez la présence d'huile, de poussière, de chaleur ou de conditions abrasives.
□ Est-ce sous vide ? flux trop bas ?
Les ventouses en mousse ont besoin d'un flux d'air, pas d'un vide profond.
□ Les tuyaux sont-ils trop longs ou trop étroits ?
Identifiant court + grand = réponse plus rapide.
□ La mousse est-elle usée, déchirée ou contaminée ?
La poussière et l'huile réduisent considérablement les performances d'étanchéité.
Voir les traces d'usure dans
Durée de vie, entretien et coût des ventouses en mousse.
□ Les filtres sont-ils obstrués ?
Filtres encrassés = ramassage lent + surcharge du générateur.
□ La surface est-elle huileuse, poussiéreuse ou très poreuse ?
Conseils techniques adaptés à la surface disponibles dans
Ventouses en mousse pour surfaces rugueuses et huileuses.
Conclusion
Les ventouses en mousse sont conçues pour résoudre des problèmes que les ventouses en caoutchouc ne peuvent tout simplement pas résoudre, mais elles doit être traité comme faisant partie d'un système, et non comme des composants isolés. Comme le montre ce guide de dépannage, lorsque des problèmes tels que des chutes, une reprise lente, des marques à la surface ou une surcharge du générateur de vide apparaissent, la cause profonde est rarement une “ ventouse défectueuse ”.”
Dans la pratique, Plus de 90% de défaillances proviennent de facteurs ajustables.:
- Diamètre de la coupelle, dureté ou incompatibilité des matériaux
- Insuffisant débit sous vide (pas le niveau de vide)
- Longueur du tuyau, déséquilibre du collecteur ou colmatage du filtre
- Usure de la mousse, contamination ou déformation rémanente après compression
- Caractéristiques de surface non prises en compte dans la conception initiale
Le changement de mentalité le plus important est le suivant :
Les ventouses en mousse fonctionnent grâce à une fuite contrôlée et un débit d'air élevé.
Essayer de résoudre les problèmes liés aux tasses en mousse avec la logique des tasses en caoutchouc conduit presque toujours à des réglages incorrects.
En suivant les étapes de diagnostic, les mesures correctives et les routines préventives décrites dans cet article, vous pouvez identifier systématiquement la cause réelle, stabiliser votre processus et éliminer les temps d'arrêt récurrents. Dans de nombreux cas, de petits changements, tels que l'augmentation du diamètre des coupelles, la modification de la dureté de la mousse, l'amélioration du débit d'air ou le remplacement des coupelles usées, permettent de résoudre immédiatement les problèmes.
Quand les solutions standard ne suffisent pas
Chaque chaîne de production est différente. La texture des surfaces, les niveaux de contamination, les températures, les vitesses de cycle et la dynamique de charge influencent tous les performances d'aspiration. Si votre application ne correspond pas aux conditions “ typiques ”, Les ventouses en mousse sur mesure constituent souvent la solution la plus fiable à long terme..
Si vous avez besoin d'aide pour choisir, optimiser ou personnaliser des ventouses en mousse pour votre application, vous trouverez ici des spécifications détaillées et pourrez demander de l'aide :
👉 https://www.kinsoe.com/product/custom-foam-suction-cups/
En automatisation, la stabilité est primordiale. Une ventouse en mousse adaptée, correctement sélectionnée et intégrée, ne se contente pas de mieux maintenir les pièces, elle assure le bon fonctionnement de toute votre chaîne de production.