
I. तकनीकी पृष्ठभूमि और उद्योग अवलोकन
जब मैं पहली बार रबर घटक उद्योग में आया, तो मैं हैरान था कि ग्राहक कितनी बार एक महत्वपूर्ण विवरण की अनदेखी कर देते थे—सील रिंग को कैसे जोड़ा गया था। अधिकांश लोग सामग्री और कठोरता पर ध्यान देते हैं, लेकिन बहुत कम लोग पूछते हैं कि सिरों को कैसे जोड़ा गया है। फिर भी, यह छोटा सा विवरण पूरे सीलिंग सिस्टम के प्रदर्शन, लागत और जीवनकाल का निर्धारण कर सकता है।.

1.1 रबर एक्सट्रूज़न मोल्डिंग का अवलोकन
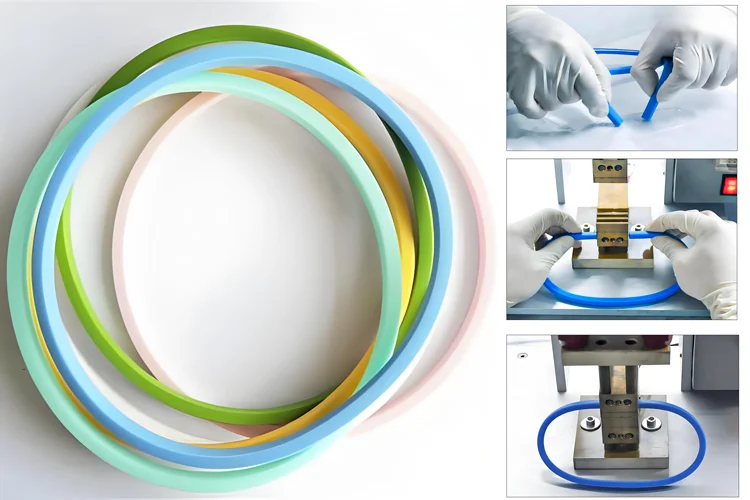
रबर सील रिंग आमतौर पर के माध्यम से उत्पादित की जाती हैं। निस्सरण मोल्डिंग, एक प्रक्रिया जिसमें बिना उपचारित रबर को डाई से गुजारकर निरंतर क्रॉस-सेक्शनल प्रोफाइल बनाए जाते हैं। एक बार एक्सट्रूड हो जाने के बाद, इन प्रोफाइल को या तो जोड़ स्प्लाइसिंग के माध्यम से पूर्ण छल्लों में परिवर्तित किया जाता है या बंद लूप के रूप में ढाला जाता है।.
सामान्य क्रॉस-सेक्शन के आकार में शामिल हैं:
- गोल रस्सियाँ
- डी-आकार की प्रोफ़ाइलें
- नलिकाएँ और खोखली सीलें
- ऑटोमोटिव या उपकरण उपयोग के लिए जटिल विषम खंड
प्रत्येक आकार स्प्लाइसिंग में विशिष्ट चुनौतियाँ लाता है—विशेषकर जब खोखले या बहु-कक्षीय संरचनाओं से निपटना हो। और असली मज़ा तो यह है: एक्सट्रूज़न प्रक्रिया का केवल आधा हिस्सा है।. उचित जॉइंटिंग तकनीकों के बिना, सबसे अच्छी प्रोफ़ाइल भी ठीक से सील नहीं कर सकती।.
1.2 सील रिंग आपूर्ति श्रृंखला में स्प्लाइसिंग की भूमिका
निर्माण के दृष्टिकोण से, स्प्लाइसिंग कई प्रमुख लाभ प्रदान करता है:
- लागत-प्रभावशीलतामहंगे सांचों की आवश्यकता वाली इंजेक्शन मोल्डिंग के माध्यम से बंद छल्ले बनाने के बजाय, स्प्लाइसिंग एक तेज़ और अधिक किफायती विकल्प प्रदान करता है—विशेष रूप से छोटे बैचों या कस्टम आयामों के लिए।.
- अनुकूलनस्प्लाइसिंग समर्थन गैर-मानक ज्यामिति, जिससे आप पूरे टूलिंग सिस्टम को फिर से डिज़ाइन किए बिना जटिल सीलिंग आकृतियों और डिज़ाइन की ज़रूरतों को पूरा कर सकते हैं।.
- प्रदर्शन ट्यूनिंगकई मामलों में, जोड़ की अखंडता सीलिंग के जीवनकाल और यांत्रिक तनाव पर मापनीय प्रभाव डालती है। खराब स्प्लाइसिंग अन्यथा एक परिपूर्ण सील में सबसे कमजोर कड़ी हो सकती है।.
यही कारण है, जैसे उद्योगों के लिए ऑटोमोटिव, खाद्य प्रसंस्करण, और चिकित्सा उपकरण, स्प्लाइस की गुणवत्ता सामग्री चयन जितनी ही महत्वपूर्ण है।.
1.3 मानक और गुणवत्ता संदर्भ
उत्पाद की विश्वसनीयता और अनुपालन सुनिश्चित करने के लिए, पेशेवर निर्माता जैसे एक टीपी4टी वैश्विक उद्योग मानकों का पालन करें, जिनमें शामिल हैं:
- एएसटीएम डी2000 – प्रदर्शन मानदंडों पर आधारित रबर सामग्री के लिए एक सामान्य वर्गीकरण प्रणाली।.
- जीबी/टी 3452.1 – ओ-रिंग डिज़ाइन आयामों के लिए चीन का राष्ट्रीय मानक।.
- आईएसओ 3302-1 – रबर के पुर्जों की ज्यामितीय सहनशीलताओं के लिए अंतर्राष्ट्रीय मानक, जिसे अक्सर मोल्डेड और स्प्लाइस सटीकता के लिए संदर्भित किया जाता है।.
ये संदर्भ आयामी स्थिरता, जोड़ की मजबूती और दृश्य उपस्थिति का मूल्यांकन करने के लिए एक रूपरेखा के रूप में कार्य करते हैं। KINSOE में, हम ±0.05 मिमी तक सख्त सहनशीलता नियंत्रण लागू करते हैं और चुनौतीपूर्ण ग्राहक अनुप्रयोगों को पूरा करने के लिए प्रदर्शन परीक्षण करते हैं।.
II. मुख्यधारा स्प्लाइसिंग विधियाँ और विस्तृत प्रक्रियाएँ
कस्टम रबर सील रिंग्स के साथ काम करने के मेरे अनुभव में, मैंने पाया है कि स्प्लाइसिंग विधि का चुनाव यह अक्सर न केवल जोड़ की मजबूती निर्धारित करता है, बल्कि यह भी तय करता है कि हम कितनी तेजी से डिलीवरी कर सकते हैं और किस लागत पर। नीचे तीन सबसे व्यापक रूप से उपयोग की जाने वाली स्प्लाइसिंग तकनीकों का सारांश तालिका दी गई है:
| स्प्लाइसिंग विधि | उपयुक्त सामग्री | संयुक्त शक्ति | प्रक्रिया कठिनाई | उत्पादन गति | लागत स्तर |
|---|---|---|---|---|---|
| हॉट स्प्लाइसिंग | ठोस सिलिकॉन, ईपीडीएम | उच्च | मध्यम | तेज़ | मध्यम |
| शीत बंधन | फोम सिलिकॉन, ईपीडीएम, एनबीआर | मध्यम | आसान | मध्यम | कम |
| मोल्ड वल्कनाइज़ेशन | सभी प्रकार | बहुत अधिक | उच्च | धीमा | उच्च |
आइए प्रत्येक विधि का विस्तार से अन्वेषण करें:
2.1 हॉट स्प्लाइसिंग
जब मजबूती और निरंतरता मायने रखती हैं, तो हॉट स्प्लाइसिंग सबसे भरोसेमंद तरीका है। मैं अक्सर इसे … में अनुप्रयोगों के लिए सुझाता हूँ। ऑटोमोटिव, खाद्य-ग्रेड उत्पाद, और उच्च-तापमान वाले वातावरण.
प्रक्रिया प्रवाह:
- काटना – एक्सट्रूज़न के सिरों की सटीक कोण या बट कटिंग
- चिपकने वाला अनुप्रयोग – संपर्क सतहों पर लगाया गया ऊष्मा-सक्रिय बंधनकारी पदार्थ
- संरेखण – मैनुअल या जिग-सहायित संरेखण
- हॉट प्रेस मोल्डिंग – दबाव और ऊष्मा (आम तौर पर 150–180°C) का प्रयोग
- पश्चात-क्यूरिंग – बंधन की मजबूती बढ़ाने के लिए द्वितीयक हीटिंग
मुख्य पैरामीटर तालिका:
| पैरामीटर | अनुशंसित सीमा |
|---|---|
| तापमान | १५०–१८०°से |
| दबाव | 2–5 एमपीए |
| समय | 30–120 सेकंड |
सामान्य दोष और कारण:
- हवा के बुलबुले – अपूर्ण गैस निकासी या सतह की खराब तैयारी
- नाजुक जोड़ – अत्यधिक गर्म होना या चिपकने वाले पदार्थ का असमान वितरण
- दरार पड़ना – अनुचित क्योरिंग या असंगत चिपकने वाला पदार्थ
सर्वोत्तम उपयोग के मामले:
- लंच बॉक्स सील
- उच्च-तापमान वाले औद्योगिक गैस्केट
- आकार बनाए रखने की आवश्यकता वाले जटिल प्रोफ़ाइल
2.2 कोल्ड बांडिंग
कोल्ड बॉन्डिंग आदर्श है कम-लोड अनुप्रयोग या गैर-आवश्यक सीलिंग, विशेष रूप से जैसे नरम पदार्थों में फोम सिलिकॉन या ईपीडीएम.
आम कार्यप्रवाह:
- काटना – प्रोफ़ाइल के सिरों की स्वच्छ और सटीक कटाई
- सतह तैयारी – हल्की सैंडिंग, अल्कोहल या एसिटोन से डीग्रीज़िंग
- गोंद का प्रयोग – ठंडा-जमाने वाले चिपकने वाले पदार्थ की पतली, समान परत
- क्लैंपिंग या फिक्सेशन – कम से कम 10–30 मिनट तक मध्यम दबाव डालें
- प्राकृतिक उपचार – 24–48 घंटों के बाद पूर्ण बंधन क्षमता
सामग्री उपयुक्तता:
- फोम सिलिकॉन – उच्च अवशोषण, सतह की तैयारी आवश्यक
- घना रबर (ईपीडीएम, सीआर) – मध्यम प्रदर्शन
- एनबीआर – सॉल्वेंट-आधारित गोंद के साथ अच्छी चिपकन
पर्यावरणीय आवश्यकताएँ:
- आर्द्रता: ≤60%
- धूल-रहित कार्य सतह
- उत्तम चिपकन के लिए सतह ऊर्जा >38 mN/m
गोंद विकल्प:
- सायनोएक्रिलेट (तत्काल) – जल्दी सूखना, भंगुर जोड़
- दो-भाग वाला पॉलीयुरेथेन – मजबूत, लचीला बंधन
बॉन्ड स्ट्रेंथ वक्र का उदाहरण:
ईपीडीएम पर लगाया गया 2-घटक पीयू गोंद 25°C तापमान और 50% आर्द्रता पर 24 घंटों में 80% तन्यता ताकत प्राप्त करता है।.
2.3 मोल्ड वल्कनाइज़ेशन
यह है सबसे उन्नत और सटीक विधि, आमतौर पर लागू की जाने वाली जटिल संयुक्त संरचनाएँ या उच्च-सटीकता वाली बैच उत्पादन.
सिद्धांत:
संयोजन क्षेत्र को एक धातु के साँचे में रखा जाता है जहाँ यह दूसरी वल्कनाइजेशन से गुजरता है। गर्मी और दबाव सामग्री को पिघला देते हैं, जिससे यह जोड़ मूल एक्सट्रूज़न से लगभग अप्रभेद्य हो जाता है।.
मोल्ड डिज़ाइन के मूल तत्व:
- विदाई रेखा योजना – महत्वपूर्ण सीलिंग मार्गों में कमजोर क्षेत्रों से बचाव
- वायु निकास – फँसी हुई गैसों को बंधन को प्रभावित करने से रोकें
- दबाव नियंत्रण – फ्लैश-रहित फिनिश सुनिश्चित करता है
इष्टतम प्रक्रिया विंडो:
| चरण | दायरा |
|---|---|
| वल्कनाइजेशन तापमान | 160–200°सेल्सियस |
| समय थामना | 3–10 मिनट |
| क्लैम्प दबाव | 3–6 एमपीए |
परिदृश्यों का उपयोग करें:
- मेडिकल-ग्रेड रिंग्स
- ऑटोमोटिव में वायुगतिकीय प्रोफ़ाइल
- 100% दृश्य अनुरूपता की आवश्यकता वाले सटीक सीलिंग सिस्टम
III. स्प्लाइसिंग गुणवत्ता को प्रभावित करने वाले प्रमुख कारक
रबर निर्माण कार्यशालाओं में मैंने जो देखा है, उससे एक ही सामग्री और स्प्लाइसिंग विधि से बने दो उत्पाद भी प्रदर्शन में काफी भिन्न हो सकते हैं। क्यों? क्योंकि गोंद चयन, कट कोण, और सतह उपचार का विवरण संयोजन को बनाएं या तोड़ें। आइए आवश्यक चरों का अन्वेषण करें।.
3.1 चिपकने वाला चयन और अनुकूलता मैट्रिक्स
सभी चिपकने वाले पदार्थ समान नहीं होते—और सभी रबर बंधनकारी एजेंटों पर एक समान प्रतिक्रिया नहीं करते। यहाँ मैं उन्हें संरचना और क्योरिंग व्यवहार के आधार पर इस प्रकार वर्गीकृत करता हूँ:

क्लोरोप्रीन रबर गोंद
चिपकने वाले पदार्थों के प्रकार:
- सॉल्वेंट-आधारित (जैसे क्लोरोप्रीन रबर गोंद): त्वरित चिपकन, EPDM और CR के लिए उपयुक्त
- द्वि-घटक प्रणालियाँ (जैसे पॉलीयूरीथेन या सिलिकॉन): सिलिकॉन के लिए उत्कृष्ट बंधन, लचीला और मजबूत
- सायनोएक्रिलेट (तत्काल)बहुत तेज़ी से क्योर होता है, लेकिन कंपन या तापीय चक्रण के अधीन भंगुर हो जाता है।
सामग्री अनुकूलता तालिका:
| रबर का प्रकार | सॉल्वेंट-आधारित | 2-भाग पीयू | तुरंत गोंद |
|---|---|---|---|
| सिलिकॉन | ✖ निम्न बांड | ✔ उत्कृष्ट | ✔ मध्यम |
| ईपीडीएम | ✔ अच्छा | ✔ अच्छा | ✔ अच्छा |
| एनबीआर | ✔ उत्कृष्ट | ✔ अच्छा | ✔ अच्छा |
| सीआर (नियोप्रीन) | ✔ उत्कृष्ट | ✔ अच्छा | ✔ अच्छा |
अनुशंसित ब्रांड:
- लॉक्टाइट 401/406 – सामान्य तत्काल बंधन के लिए
- पर्माबॉन्ड पीटी326 – सिलिकॉन और ईपीडीएम के लिए
- 3M 847/1300L – सीआर और एनबीआर सीलिंग के लिए
“चिपकने वाला पदार्थ सिर्फ गोंद नहीं है—यह रसायनशास्त्र और अनुप्रयोग के बीच एक अनुकूलता अनुबंध है।”

3.2 कट जॉइंट डिजाइन और अनुकूलन
एक स्वच्छ, अच्छी कोण वाली कटाई बंधन को आसान बनाती है और तनन क्षमता में सुधार करती है।.
कटिंग शैली की तुलना:
| कट प्रकार | विवरण | प्रदर्शन |
|---|---|---|
| 90° बट कट | सीधा ऊर्ध्वाधर कट | मध्यम |
| तिरछा कट | 30–45° पर तिरछा कट | उच्चतर |
| स्टेप जॉइंट | आपस में जुड़ा हुआ सीढ़ी पैटर्न | सबसे ऊँचा |
तनन सामर्थ्य परीक्षण परिणाम:
EPDM स्ट्रिप्स पर एक नियंत्रित परीक्षण में यह दिखाया गया:
- बट कट जॉइंट: 1.8 MPa औसत विराम बल
- तिरछा कट: 2.3 एमपीए
- स्टेप जॉइंट: 2.8 एमपीए
यदि भाग गुजरना होगा अक्षीय तनाव या बंकन, मैं दृढ़ता से 90° कटौती से बचने की सलाह देता हूँ।.
3.3 सतह उपचार और बंधन शक्ति पर इसका प्रभाव
यह एक ऐसा क्षेत्र है जहाँ अधिकांश विफलताएँ चुपचाप होती हैं। आप खराब सतही ऊर्जा को नहीं देख सकते—लेकिन आपका जोड़ जल्द ही परिणाम दिखा देगा।.
उपचार विकल्प:
- प्लाज्मा उपचार – सिलिकॉन के लिए आदर्श, सतही ऊर्जा में नाटकीय रूप से वृद्धि करता है।
- रासायनिक सक्रियण (उदाहरण के लिए, प्राइमर 770) – EPDM और NBR के लिए सामान्य
- ज्वाला उपचार – थर्मोप्लास्टिक्स पर सतही तनाव बढ़ाने का त्वरित तरीका
प्रदर्शन बूस्ट तालिका:
| उपचार का प्रकार | सतही ऊर्जा लाभ | बंधन शक्ति में वृद्धि |
|---|---|---|
| कोई नहीं | ~32 mN/m | आधाररेखा |
| प्लाज्मा उपचारित | ५२ mN/m | +60–801टीपी12टी |
| प्राइमर लगाया गया | ~46 mN/m | +40–601टीपी12टी |
सस्ते फोम सील पर भी, सिर्फ प्लाज्मा वैंड या प्राइमर कोटिंग का उपयोग करके मैंने महत्वपूर्ण लाभ देखे हैं।.
IV. विशिष्ट अनुप्रयोग केस स्टडीज़
हमने जिन भी स्प्लाइसिंग विधियों पर चर्चा की है, उनमें कुछ समझौते होते हैं—लेकिन सिद्धांत आपको केवल एक हद तक ही ले जा सकता है। मैं आपको तीन वास्तविक-दुनिया के अनुप्रयोग उदाहरणों से रूबरू कराता हूँ जहाँ जोड़ की गुणवत्ता मिशन-क्रिटिकल थी, और दिखाता हूँ कि हमने इष्टतम प्रदर्शन के लिए प्रक्रिया को कैसे अनुकूलित किया।.

4.1 खाद्य-ग्रेड सील रिंग्स (जैसे, लंच बॉक्स सील)
परिदृश्य:
एक वैश्विक रसोई बर्तन ब्रांड ने हमें उनके नए लंच बॉक्स श्रृंखला के लिए FDA-अनुपालन सिलिकॉन सील रिंग विकसित करने के लिए संपर्क किया। इस उत्पाद को एक निर्बाध, लचीला लूप चाहिए था जो बार-बार धोने, तापमान चक्रण और सीधे खाद्य संपर्क का सामना कर सके।.
समाधान की मुख्य बातें:
- स्प्लाइसिंग विधिएफडीए-ग्रेड चिपकने वाले के साथ हॉट स्प्लाइसिंग
- सामग्रीप्लैटिनम-क्योर किया हुआ सिलिकॉन, शोर ए 50
- विशेष आवश्यकताएँ:
- FDA CFR 177.2600 और EU EN1935 खाद्य संपर्क अनुपालन पास करना अनिवार्य है।
- सौंदर्य अपील के लिए उच्च पारदर्शिता
- बिना किसी दिखाई देने वाली सीम के हवा-रोधी जोड़
कार्यप्रवाह कार्ड
एक्सट्रूज़न → सटीक कटिंग → ऊष्मा-सक्रिय चिपकने वाला → थर्मल प्रेसिंग → द्वितीयक क्योरिंग → गुणवत्ता नियंत्रण निरीक्षण → एफडीए माइग्रेशन परीक्षण
इस दृष्टिकोण से प्राप्त हुआ एक चिकनी, अदृश्य सिलाई 2.5 MPa से अधिक संयुक्त मजबूती के साथ, खाद्य-ग्रेड स्वच्छता और यांत्रिक मानकों के अनुरूप।.

4.2 ऑटोमोटिव दरवाज़े की सील जॉइंटिंग
परिदृश्य:
एक ऑटोमोटिव OEM को जटिल स्प्लाइस करने के लिए एक विश्वसनीय समाधान की आवश्यकता थी। ईपीडीएम खोखली प्रोफाइलें दरवाजे के परिधि सीलन के लिए। उनकी समस्याओं में पानी छिड़कने के परीक्षणों के दौरान जोड़ से रिसाव और बाहरी तापमान परिवर्तन के तहत असंगत बंधन शामिल थे।.
प्रक्रिया अनुकूलन:
- स्प्लाइसिंग विधि: हॉट स्प्लाइसिंग
- ऐड-ऑन:
- जिग फिक्स्चर आंतरिक कक्षों के सटीक संरेखण को सुनिश्चित करने के लिए
- नियंत्रित आर्द्रता वातावरण सतही संघनन को समाप्त करने के लिए
- स्वचालित हीट प्रेस तापमान सेंसर और संपीड़न फीडबैक के साथ
परिणाम:
- संयुक्त तनन सामर्थ्य >2.0 MPa प्राप्त
- 96-घंटे के थर्मल साइक्लिंग और जल में डुबोने के परीक्षण में 100% की पास दर
- पुनःकार्य दर 12% से घटाकर 1.8% की गई।
यह कई वाहन प्लेटफ़ॉर्मों पर समान EPDM सीलिंग कार्यक्रमों के लिए हमारी मानक पेशकश बन गई।.
4.3 चिकित्सा उपकरण सील (क्लीनरूम-ग्रेड)
परिदृश्य:
एक यूरोपीय चिकित्सा उपकरण निर्माता की आवश्यकता थी। निर्जीवाणु, जैव-अनुकूल सील रिंग्स एक निदानात्मक द्रव प्रणाली के लिए। उन्हें बिल्कुल कोई संदूषण का खतरा नहीं, और संयुक्त क्षेत्र को रासायनिक संपर्क और बार-बार की जाने वाली नसबंदी चक्रों दोनों को सहना पड़ा।.
समाधान अभियांत्रिकी:
- स्प्लाइसिंग विधि: पोस्ट-क्लीनरूम वॉशिंग के साथ मोल्ड वल्कनाइजेशन
- सामग्रीतरल सिलिकॉन रबर (एलएसआर), यूएसपी क्लास VI प्रमाणित
- प्रक्रिया नियंत्रण:
- फ्लश फ्लैश नियंत्रण और वायु नालियों के साथ डिज़ाइन किया गया मोल्ड
- ISO क्लास 7 क्लीनरूम के भीतर निर्जंतुकीकृत पैकेजिंग
- जैव-अनुकूलता और उम्र बढ़ने प्रतिरोध का सत्यापन
प्रदर्शन मापदंड:
- बिना किसी क्षरण के 100 ऑटोक्लेव चक्र पार किए।
- सीम में कोई रंगत बदलना, दरार या सूजन नहीं थी।
- आलोचनात्मक उपयोग क्षेत्रों में 5 माइक्रोमीटर से ऊपर के कणों की संख्या शून्य प्राप्त की।
इस परियोजना ने इस बात पर ज़ोर दिया कि कैसे उच्च-सटीकता मोल्ड वल्कनाइजेशन, यद्यपि महंगा है, अत्यंत स्वच्छ चिकित्सा अनुप्रयोगों में बेजोड़ है।.
V. तकनीकी प्रमाणीकरण और गुणवत्ता आश्वासन प्रणाली
दीर्घकालिक प्रदर्शन की गारंटी देने के लिए, रबर सील रिंग स्प्लाइस की अखंडता केवल दृश्य रूप से स्वीकार्य होने से कहीं अधिक होनी चाहिए। KINSOE में, हम आधारित एक बहु-स्तरीय सत्यापन प्रणाली लागू करते हैं। अंतर्राष्ट्रीय परीक्षण विधियाँ, सांख्यिकीय सीमाएँ, और मूल कारण निदान. यहाँ बताया गया है कि हम कैसे सुनिश्चित करते हैं कि हर जोड़ वास्तविक दुनिया के तनाव में टिके रहे।.
5.1 सामान्य प्रदर्शन परीक्षण विधियाँ और मानक
हम यांत्रिक और पर्यावरणीय प्रदर्शन को मान्य करने के लिए परीक्षणों की एक पूरी श्रृंखला संचालित करते हैं:
| परीक्षा का प्रकार | मानक | उद्देश्य |
|---|---|---|
| तनाव शक्ति | एएसटीएम डी412 | बॉन्ड की मजबूती और लोच को मापता है |
| सीलिंग की अखंडता | कस्टम (वायु/जल/शून्य) | लीक का पता लगाता है और एयरटाइटनेस की पुष्टि करता है। |
| वृद्धि प्रतिरोध | एएसटीएम डी573 / आईएसओ 188 | गर्मी में दीर्घकालिक प्रदर्शन का अनुकरण करता है |
| यूवी विकिरण | ASTM G154 | बाहरी टिकाऊपन का मूल्यांकन करता है |
| नमक का छिड़काव | ASTM B117 | बंधित क्षेत्र के संक्षारण प्रतिरोध को मान्य करता है (EPDM/CR भागों के लिए) |
उदाहरण:
सिलिकॉन गैस्केट स्प्लाइस के लिए, एक 2.2 एमपीए की न्यूनतम तनन शक्ति 150°C पर 72 घंटों के लिए पोस्ट-एजिंग आवश्यक है।.
5.2 बेंचमार्किंग और रिपोर्टिंग
हम नियमित रूप से अपनी इन-हाउस प्रदर्शन की तुलना उद्योग मानदंडों से करते हैं और ट्रेसबिलिटी के लिए ग्राहकों को मानकीकृत परीक्षण रिपोर्ट प्रदान करते हैं।.
स्प्लाइसिंग विधि के अनुसार प्रमुख प्रदर्शन संकेतक:
| विधि | न्यूनतम तन्य शक्ति (मेगापास्कल) | सील रिसाव दर (kPa/मिनट) | अधिकतम उम्र बढ़ने का क्षरण (%) |
|---|---|---|---|
| हॉट स्प्लाइसिंग | दो से अधिक | ≤0.5 | ≤15% |
| शीत बंधन | 1.5 से अधिक | ≤1.0 | ≤251टीपी12टी |
| मोल्ड वल्कनाइज़ेशन | ≥2.5 | 0.2 या उससे कम | ≤10% |
रिपोर्ट टेम्पलेट में शामिल हैं:
- सीम चिह्नित उत्पाद की फोटो
- कच्चे डेटा चार्ट और तन्यता ग्राफ़
- पर्यावरणीय परीक्षण लॉग
- यदि लागू हो तो विफलता मोड विश्लेषण
में ग्राहक ऑटोमोटिव और चिकित्सा क्षेत्र अक्सर हमारी रिपोर्टों को अपने PPAP या ISO 13485 दस्तावेज़ीकरण प्रणालियों में शामिल करते हैं।.
5.3 सामान्य स्प्लाइसिंग समस्याओं का निवारण
प्रशिक्षित तकनीशियनों और कैलिब्रेटेड मशीनों के बावजूद भी चीजें गलत हो सकती हैं। हमने एक निदान ढांचा तैयार किया है जो ग्राहकों को जोड़ विफलताओं की पहचान करने और उन्हें शीघ्रता से ठीक करने में मदद करता है।.
समस्या निदान तालिका:
| समस्या | संभावित कारण | अनुशंसित समाधान |
|---|---|---|
| कमजोर बंधन | गलत चिपकने वाला पदार्थ या कम दबाव | गोंद का प्रकार और प्रक्रिया सेटिंग्स की समीक्षा करें |
| जोड़ में बुलबुले | खराब वायु निकासी या सतही तेल | सतह की तैयारी और गैस निष्कासन में सुधार करें |
| संयुक्त दरारें | अति-क्योरिंग या अनुपयुक्त सामग्री | तापमान/समय समायोजित करें या संगतता जांचें |
| असंरेखण | जिग त्रुटि या मैनुअल विचलन | फिक्स्चर गाइड या लेजर संरेखण का उपयोग करें |
| सील रिसाव | अपूर्ण संपर्क क्षेत्र या संकुचन | कंप्रेशन दर और टॉलरेंस स्टैक का पुनर्मूल्यांकन करें |
“अधिकांश संयुक्त विफलताएँ किसी एक गलती के कारण नहीं होतीं—बल्कि छोटी-छोटी चूकों की एक श्रृंखला के कारण होतीं। इसलिए एक व्यवस्थित गुणवत्ता आश्वासन प्रक्रिया अनिवार्य है।”
VI. निष्कर्ष और अगले-चरण की सिफारिशें
जब मैंने पहली बार रबर सीलिंग परियोजनाओं पर काम करना शुरू किया, तो मैंने यह कम आँका था कि कितना एक सिंगल स्प्लाइस किसी उत्पाद के जीवनकाल के प्रदर्शन को प्रभावित कर सकता है। लेकिन OEMs, डिजाइनरों और उत्पादन इंजीनियरों के साथ वर्षों तक सहयोग करने के बाद, मुझे यह विश्वास हो गया है कि स्प्लाइसिंग विश्वसनीयता की मौन गारंटी है।—और अक्सर, एक औसत और एक असाधारण उत्पाद के बीच का अंतर।.
रबर सील रिंग स्प्लाइसिंग शायद सबसे बड़े लागत घटक के लिए जिम्मेदार नहीं होती, लेकिन यह अक्सर परिभाषित करती है सीलिंग स्थिरता, उत्पाद की उपस्थिति, और यांत्रिक स्थायित्व की ऊपरी सीमा.
यह मार्गदर्शिका आपको निम्नलिखित की गहरी और व्यावहारिक समझ प्रदान करने के लिए बनाई गई है:
- द तीन मुख्य स्प्लाइसिंग तकनीकें और उनके प्रक्रिया मापदंड
- मुख्य गुणवत्ता नियंत्रण लीवर जैसे चिपकने वाला चयन, सतह तैयारी, और काटने की ज्यामिति
- वास्तविक औद्योगिक मामलों से प्राप्त अनुप्रयोग-विशिष्ट अंतर्दृष्टियाँ
- विश्वसनीय परीक्षण, सत्यापन, और निदान उपकरण क्यूए कार्यान्वयन के लिए
यदि आप हैं:
- एक कस्टम सील रिंग का विकास विशेषीकृत मशीनरी या उपकरण के लिए
- वर्तमान जोड़ की टिकाऊपन में सुधार करना या विफलता दरों को कम करना
- अपने आंतरिक स्प्लाइसिंग एसओपी को स्थापित करने या उन्नत करने की योजना
…तो मैं आपको आमंत्रित करता हूँ संपर्क करें.
पर एक टीपी4टी, हम प्रदान करते हैं एंड-टू-एंड तकनीकी सेवाएँ—एक्सट्रूज़न डिज़ाइन और जॉइंट इंजीनियरिंग से नमूना प्रोटोटाइपिंग, बैच उत्पादन, और वितरणोपरांत समर्थन.
हमारी मदद से बेहतर सील बनाएं, एक-एक बेहतरीन स्प्लाइस के साथ।.
संदर्भ: