
I. Contesto tecnico e panoramica del settore
Quando sono entrato nel settore dei componenti in gomma, sono rimasto sorpreso da quanto spesso i clienti trascurassero un dettaglio cruciale: la giunzione dell'anello di tenuta. La maggior parte delle persone presta attenzione al materiale e alla durezza, ma pochi si chiedono come siano collegate le estremità. Eppure questo dettaglio apparentemente piccolo può decidere le prestazioni, il costo e la durata dell'intero sistema di tenuta.

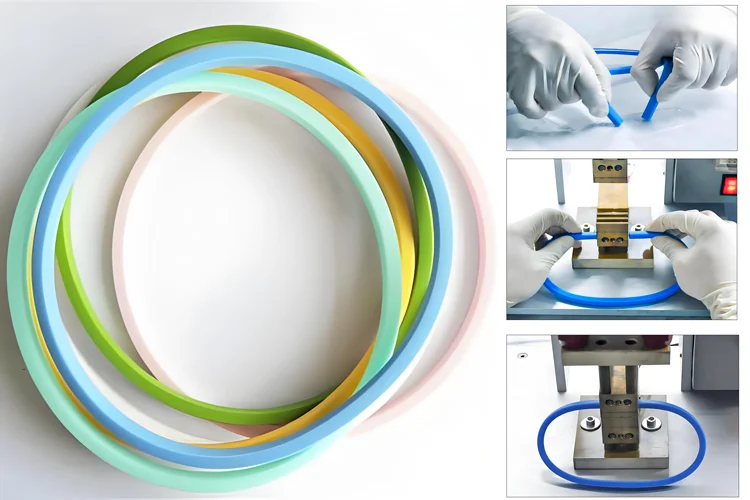
1.1 Panoramica dello stampaggio per estrusione della gomma
Gli anelli di tenuta in gomma sono tipicamente prodotti attraverso stampaggio per estrusioneÈ un processo che spinge la gomma non polimerizzata attraverso una filiera per formare profili a sezione trasversale continua. Una volta estrusi, questi profili vengono formati in anelli completi mediante giunzione o stampati come anello chiuso.
Le forme comuni della sezione trasversale includono:
- Cordoni rotondi
- Profili a D
- Tubi e guarnizioni cave
- Sezioni asimmetriche complesse per l'impiego nel settore automobilistico o degli elettrodomestici
Ogni forma comporta sfide specifiche per la giunzione, soprattutto quando si tratta di strutture cave o multicamera. Ed ecco il bello: L'estrusione è solo metà del processo. Senza una corretta tecnica di giunzione, anche il miglior profilo non può sigillare correttamente.
1.2 Il ruolo della giunzione nella catena di fornitura degli anelli di tenuta
Dal punto di vista della produzione, la giunzione consente di ottenere diversi vantaggi chiave:
- Costo-efficacia: Invece di creare anelli chiusi attraverso lo stampaggio a iniezione, che richiede stampi costosi, la giunzione offre un'alternativa più rapida ed economica, soprattutto per piccoli lotti o dimensioni personalizzate.
- Personalizzazione: Supporti di giunzione geometrie non standardche consente di soddisfare le esigenze di design e di forme di tenuta complesse senza dover riprogettare l'intero sistema di utensili.
- Messa a punto delle prestazioni: In molti casi, l'integrità del giunto ha un impatto misurabile sulla durata della tenuta e sulle sollecitazioni meccaniche. Una giunzione scadente può essere l'anello debole di una tenuta altrimenti perfetta.
Ecco perché, per settori come automobilistico, lavorazione degli alimenti, e attrezzature medicheLa qualità della giunzione è importante quanto la scelta del materiale.
1.3 Standard e riferimenti di qualità
Per garantire l'affidabilità e la conformità dei prodotti, i produttori professionali come KINSOE seguire gli standard industriali globali, tra cui:
- ASTM D2000 - Un sistema di classificazione generale dei materiali in gomma basato su criteri di prestazione.
- GB/T 3452.1 - Standard nazionale cinese per le dimensioni di progettazione degli O-ring.
- ISO 3302-1 - Standard internazionale per le tolleranze geometriche delle parti in gomma, spesso riferito alla precisione di stampi e giunzioni.
Questi riferimenti fungono da quadro di riferimento per valutare la stabilità dimensionale, la resistenza dei giunti e l'aspetto visivo. Noi di KINSOE implementiamo un controllo delle tolleranze fino a ±0,05 mm e conduciamo test sulle prestazioni per soddisfare le applicazioni più esigenti dei clienti.
II. Metodi di splicing tradizionali e processi dettagliati
Nella mia esperienza di lavoro con gli anelli di tenuta in gomma personalizzati, ho riscontrato che il scelta del metodo di giunzione spesso determina non solo la resistenza del giunto, ma anche la velocità di consegna e il costo. Di seguito è riportata una tabella di confronto che riassume le tre tecniche di giunzione più diffuse:
| Metodo di giunzione | Materiali adatti | Forza delle articolazioni | Difficoltà del processo | Velocità di produzione | Livello di costo |
|---|---|---|---|---|---|
| Giunzione a caldo | Silicone solido, EPDM | Alto | Moderato | Veloce | Medio |
| Incollaggio a freddo | Schiuma Silicone, EPDM, NBR | Medio | Facile | Medio | Basso |
| Vulcanizzazione degli stampi | Tutti i tipi | Molto alto | Alto | Lento | Alto |
Analizziamo ogni metodo in dettaglio:
2.1 Giunzione a caldo
L'impiombatura a caldo è il metodo preferito quando la resistenza e la consistenza sono importanti. Lo consiglio spesso per applicazioni in automobilistico, prodotti alimentari e ambienti ad alta temperatura..
Flusso del processo:
- Taglio - Taglio preciso ad angolo o di testa delle estremità dell'estrusione
- Applicazione dell'adesivo - Agente legante attivato a caldo applicato alle superfici di contatto
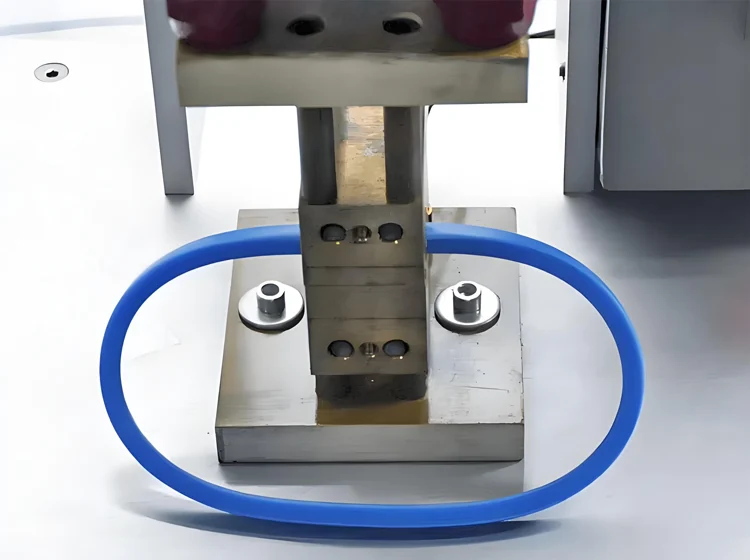
- Allineamento - Allineamento manuale o assistito da dima
- Stampaggio a caldo - Applicazione di pressione e calore (comunemente 150-180°C)
- Post-cura - Riscaldamento secondario per migliorare la durata del legame
Tabella dei parametri chiave:
| Parametro | Intervallo consigliato |
|---|---|
| Temperatura | 150-180°C |
| Pressione | 2-5 MPa |
| Tempo | 30-120 secondi |
Difetti e cause comuni:
- Bolle d'aria - Degassificazione incompleta o scarsa preparazione della superficie
- Articolazione fragile - Surriscaldamento o distribuzione non uniforme dell'adesivo
- Scricchiolii - Polimerizzazione non corretta o adesivo incompatibile
I migliori casi d'uso:
- Sigilli per la scatola del pranzo
- Guarnizioni industriali per alte temperature
- Profili complessi che richiedono il mantenimento della forma
2.2 Incollaggio a freddo
L'incollaggio a freddo è ideale per applicazioni a basso carico o sigillatura non critica, soprattutto in materiali morbidi come schiuma di silicone o EPDM.
Flusso di lavoro tipico:
- Taglio - Taglio pulito e preciso delle estremità dei profili
- Preparazione della superficie - Leggera carteggiatura, sgrassaggio con alcool o acetone
- Applicazione della colla - Strato sottile e uniforme di adesivo a freddo
- Morsetto o fissaggio - Pressione moderata per almeno 10-30 minuti
- La stagionatura naturale - Piena forza di adesione dopo 24-48 ore
Idoneità del materiale:
- Schiuma di silicone - Alto assorbimento, necessita di una preparazione della superficie
- Gomma densa (EPDM, CR) - Prestazioni moderate
- NBR - Buona capacità di incollaggio con colle a base di solventi
Requisiti ambientali:
- Umidità: ≤60%
- Superficie di lavoro priva di polvere
- Energia superficiale >38 mN/m per un'adesione ottimale
Opzioni di colla:
- Cianoacrilato (istantaneo) - Polimerizzazione rapida, giunto fragile
- Poliuretano bicomponente - Legame più forte e flessibile
Esempio di curva di resistenza al legame:
Una colla PU a 2 componenti su EPDM raggiunge una resistenza alla trazione di 80% in 24 ore a 25°C e 50% UR.
2.3 Vulcanizzazione dello stampo
Questo è il più avanzato e preciso metodo, solitamente applicato a strutture di giunzione complesse o produzione di lotti di alta precisione.
Principio:
L'area del giunto viene posta all'interno di uno stampo metallico dove subisce una seconda vulcanizzazione. Il calore e la pressione fondono il materiale, rendendo il giunto quasi indistinguibile dall'estrusione originale.
Elementi essenziali di progettazione degli stampi:
- Pianificazione della linea di separazione - Evita le zone deboli nei percorsi di tenuta critici
- Bocchette d'aria - Impedisce che i gas intrappolati compromettano il legame
- Controllo della compressione - Assicura una finitura priva di scintille
Finestra di processo ottimale:
| Passo | Gamma |
|---|---|
| Temperatura di vulcanizzazione | 160-200°C |
| Tempo di mantenimento | 3-10 minuti |
| Pressione del morsetto | 3-6 MPa |
Scenari di utilizzo:
- Anelli di grado medico
- Profili aerodinamici nel settore automobilistico
- Sistemi di tenuta di precisione che richiedono la conformità visiva 100%
III. Fattori chiave che influenzano la qualità dello splicing
Da quello che ho visto nei laboratori di fabbricazione della gomma, due prodotti realizzati con lo stesso materiale e lo stesso metodo di giunzione possono comunque avere prestazioni drasticamente diverse. Perché? Perché il dettagli nella scelta della colla, nell'angolo di taglio e nel trattamento della superficie che fanno o disfano l'articolazione. Esploriamo le variabili essenziali.
3.1 Selezione dell'adesivo e matrice di compatibilità
Non tutti gli adesivi sono creati allo stesso modo e non tutte le gomme rispondono allo stesso modo agli agenti leganti. Ecco come li classifico in base alla struttura e al comportamento di polimerizzazione:

colla di gomma cloroprene
Tipi di adesivi:
- A base di solventi (ad esempio, colla per gomma cloroprene): A presa rapida, ottima per EPDM e CR
- Sistemi bicomponenti (ad esempio, poliuretano o silicone): Eccellente adesione per il silicone, flessibile e resistente
- Cianoacrilato (istantaneo): Polimerizzazione molto rapida, ma fragile in presenza di vibrazioni o cicli termici.
Tabella di compatibilità dei materiali:
| Tipo di gomma | A base di solventi | PU a 2 parti | Colla istantanea |
|---|---|---|---|
| Silicone | ✖ Obbligazione bassa | Eccellente | Moderato |
| EPDM | Buono | Buono | Buono |
| NBR | Eccellente | Buono | Buono |
| CR (Neoprene) | Eccellente | Buono | Buono |
Marche consigliate:
- LOCTITE 401/406 - Per l'incollaggio istantaneo generale
- Permabond PT326 - Per silicone ed EPDM
- 3M 847/1300L - Per guarnizioni in CR e NBR
"L'adesivo non è solo una colla: è un contratto di compatibilità tra chimica e applicazione".

3.2 Progettazione e ottimizzazione del giunto di taglio
Un taglio netto e ben angolato facilita l'incollaggio e migliora le prestazioni di trazione.
Confronto tra gli stili di taglio:
| Tipo di taglio | Descrizione | Prestazioni |
|---|---|---|
| Taglio di testa a 90° | Taglio verticale diritto | Moderato |
| Taglio a smusso | Taglio diagonale a 30-45° | Più alto |
| Passo Passo | Schema a gradini ad incastro | Il più alto |
Risultati del test di resistenza alla trazione:
Un test controllato su strisce di EPDM ha dimostrato che:
- Giunto tagliato di testa: 1,8 MPa forza media di rottura
- Taglio a smusso: 2,3 MPa
- Passo Passo: 2,8 MPa
Se il pezzo sarà sottoposto a tensione o torsione assialeconsiglio vivamente di evitare i tagli a 90°.
3.3 Trattamento della superficie e suo effetto sulla forza di adesione
Questa è un'area in cui la maggior parte dei guasti avviene silenziosamente. Non è possibile vedere una scarsa energia superficiale, ma il giunto ne mostrerà presto i risultati.
Opzioni di trattamento:
- Trattamento al plasma - Ideale per il silicone, aumenta notevolmente l'energia di superficie
- Attivazione chimica (ad es. Primer 770) - Comune per EPDM e NBR
- Trattamento della fiamma - Metodo rapido per aumentare la tensione superficiale dei materiali termoplastici
Tabella di incremento delle prestazioni:
| Tipo di trattamento | Guadagno di energia di superficie | Aumento della forza di legame |
|---|---|---|
| Nessuno | ~32 mN/m | Linea di base |
| Plasma trattato | >52 mN/m | +60-80% |
| Primer applicato | ~46 mN/m | +40-60% |
Anche su guarnizioni in schiuma poco costose, ho riscontrato notevoli miglioramenti semplicemente utilizzando una pistola al plasma o un rivestimento di fondo.
IV. Casi di applicazione tipici
Ogni metodo di giunzione di cui abbiamo parlato comporta dei compromessi, ma la teoria non porta a molto. Lasciate che vi illustri tre casi di applicazione reale in cui la qualità dei giunti era fondamentale e vi mostri come abbiamo adattato il processo per ottenere prestazioni ottimali.

4.1 Anelli di tenuta per uso alimentare (ad esempio, guarnizioni per scatole da pranzo)
Scenario:
Un marchio globale di utensili da cucina si è rivolto a noi per sviluppare anelli di tenuta in silicone conformi alla FDA per la sua nuova serie di scatole per il pranzo. Il prodotto richiedeva un anello flessibile e senza cuciture, in grado di resistere a lavaggi ripetuti, cicli di temperatura e contatto diretto con gli alimenti.
Soluzione in evidenza:
- Metodo di giunzione: Giunzione a caldo con adesivo di grado FDA
- Materiale: Silicone polimerizzato al platino, Shore A 50
- Requisiti speciali:
- Deve superare la conformità alle norme FDA CFR 177.2600 e UE EN1935 per il contatto con gli alimenti.
- Elevata trasparenza per un'estetica accattivante
- Giunto ermetico senza cuciture visibili
Scheda flusso di lavoro
Estrusione → Taglio di precisione → Adesivo attivato dal calore → Pressatura termica → Polimerizzazione secondaria → Ispezione QC → Test di migrazione FDA
Questo approccio ha prodotto una cucitura liscia e invisibile con resistenza del giunto >2,5 MPa, conforme agli standard igienici e meccanici di grado alimentare.

4.2 Giunzione della guarnizione della porta dell'automobile
Scenario:
Un OEM del settore automobilistico aveva bisogno di una soluzione affidabile per giuntare complessi Profili cavi in EPDM per la sigillatura del perimetro delle porte. I punti dolenti erano le perdite dei giunti durante i test con gli spruzzi d'acqua e l'inconsistenza dell'incollaggio in caso di sbalzi di temperatura esterna.
Ottimizzazione del processo:
- Metodo di giunzione: Giunzione a caldo
- Componenti aggiuntivi:
- Dispositivo di fissaggio della dima per garantire l'allineamento preciso delle camere interne
- Ambiente a umidità controllata per eliminare la condensa superficiale
- Pressa termica automatizzata con sensori di temperatura e feedback di compressione
Risultati:
- Resistenza alla trazione del giunto >2,0 MPa
- 100% ha superato il test di cicli termici e di immersione in acqua di 96 ore.
- Riduzione del tasso di rilavorazione da 12% a 1,8%
Questa è diventata la nostra offerta standard per programmi di sigillatura EPDM simili su diverse piattaforme di veicoli.
4.3 Guarnizioni per dispositivi medici (grado di pulizia)
Scenario:
Un produttore europeo di dispositivi medici aveva bisogno di anelli di tenuta sterili e biocompatibili per un sistema di fluidi diagnostici. Hanno richiesto assolutamente nessun rischio di contaminazionee l'area di giunzione ha dovuto sopportare sia l'esposizione chimica che ripetuti cicli di sterilizzazione.
Ingegneria delle soluzioni:
- Metodo di giunzione: Vulcanizzazione della muffa con lavaggio successivo al lavaggio in camera bianca
- Materiale: Gomma siliconica liquida (LSR), certificata USP Classe VI
- Controllo del processo:
- Stampo progettato con controllo del lampo a filo e canali d'aria
- Confezionamento sterile in camera bianca ISO Classe 7
- Validazione della biocompatibilità e della resistenza all'invecchiamento
Metriche di prestazione:
- Ha superato 100 cicli di autoclave senza alcun degrado
- La cucitura non presenta scolorimenti, crepe o rigonfiamenti.
- Raggiunto l'azzeramento del numero di particelle superiori a 5 µm nelle zone di uso critico
Questo progetto ha sottolineato come vulcanizzazione di stampi ad alta precisioneanche se più costoso, non ha rivali nelle applicazioni mediche ultra-pulite.
V. Sistema di convalida tecnica e garanzia di qualità
Per garantire prestazioni a lungo termine, l'integrità di una giunzione ad anello di tenuta in gomma non deve essere solo visivamente accettabile. Noi di KINSOE applichiamo un sistema di convalida a più livelli basato su metodi di prova internazionali, soglie statistiche, e diagnostica delle cause profonde. Ecco come ci assicuriamo che ogni giunto regga alle sollecitazioni del mondo reale.
5.1 Metodi e standard di prova delle prestazioni comuni
Eseguiamo una serie completa di test per convalidare le prestazioni meccaniche e ambientali:
| Tipo di test | Standard | Scopo |
|---|---|---|
| Resistenza alla trazione | ASTM D412 | Misura la forza di legame e l'elasticità |
| Integrità della tenuta | Personalizzato (aria/acqua/vuoto) | Rileva le perdite e conferma l'ermeticità dell'aria |
| Resistenza all'invecchiamento | ASTM D573 / ISO 188 | Simula le prestazioni a lungo termine in condizioni di calore |
| Esposizione ai raggi UV | ASTM G154 | Valuta la durata all'esterno |
| Spray salino | ASTM B117 | Convalida la resistenza alla corrosione dell'area incollata (per parti in EPDM/CR) |
Esempio:
Per una giunzione con guarnizione in silicone, un resistenza alla trazione minima di 2,2 MPa è necessario dopo l'invecchiamento a 150°C per 72 ore.
5.2 Benchmarking e reporting
Confrontiamo regolarmente le nostre prestazioni interne con i benchmark del settore e forniamo ai clienti rapporti di prova standardizzati per la tracciabilità.
Indicatori chiave di prestazione per metodo di giunzione:
| Metodo | Resistenza alla trazione minima (MPa) | Velocità di perdita della tenuta (kPa/min) | Degrado massimo da invecchiamento (%) |
|---|---|---|---|
| Giunzione a caldo | ≥2.0 | ≤0.5 | ≤15% |
| Incollaggio a freddo | ≥1.5 | ≤1.0 | ≤25% |
| Vulcanizzazione degli stampi | ≥2.5 | ≤0.2 | ≤10% |
Il modello di rapporto comprende:
- Foto del prodotto con cucitura marcata
- Grafici dei dati grezzi e grafici di trazione
- Registri dei test ambientali
- Analisi dei modi di guasto, se applicabile
Clienti nel automobilistico e medico I settori spesso integrano i nostri report nei loro sistemi di documentazione PPAP o ISO 13485.
5.3 Risoluzione dei problemi di giunzione più comuni
Anche con tecnici preparati e macchine calibrate, le cose possono andare male. Abbiamo creato una struttura diagnostica che aiuta i clienti a identificare e risolvere rapidamente i guasti alle giunzioni.
Tabella di diagnosi dei problemi:
| Problema | Probabile causa | Correzione consigliata |
|---|---|---|
| Legame debole | Adesivo sbagliato o bassa pressione | Rivedere il tipo di colla e le impostazioni del processo |
| Bolle di sapone in un'articolazione | Scarsa evacuazione dell'aria o olio di superficie | Migliorare la preparazione della superficie e il degasaggio |
| Fessurazione del giunto | Sovratemperatura o materiale non adatto | Regolare la temperatura/il tempo o controllare la compatibilità |
| Disallineamento | Errore della dima o deviazione manuale | Utilizzare la guida di fissaggio o l'allineamento laser |
| Perdite di tenuta | Area di contatto incompleta o restringimento | Rivalutazione del tasso di compressione e dello stack di tolleranza |
"La maggior parte dei fallimenti non è dovuta a un solo errore, ma a una catena di piccole sviste. Ecco perché un processo di AQ sistematizzato è essenziale".
VI. Conclusioni e raccomandazioni per i prossimi passi
Quando ho iniziato a lavorare su progetti di sigillatura della gomma, ho sottovalutato quanto una singola giunzione potrebbe influire sulle prestazioni di un prodotto nel corso della sua vita. Ma dopo anni di collaborazione con OEM, progettisti e ingegneri di produzione, sono giunto alla conclusione che Lo splicing è il garante silenzioso dell'affidabilità-E spesso è il fattore di differenziazione tra un prodotto medio e uno eccezionale.
La giunzione dell'anello di tenuta in gomma può non rappresentare il componente di costo più importante, ma spesso definisce la limite superiore di stabilità della sigillatura, aspetto del prodotto e durata meccanica.
Questa guida è stata creata per fornire una comprensione approfondita e praticabile di:
- Il tre principali tecnologie di splicing e i loro parametri di processo
- Leve fondamentali per il controllo della qualità come scelta dell'adesivo, preparazione della superficie e geometria di taglio
- Approfondimenti specifici per l'applicazione tratti da casi industriali reali
- Affidabile strumenti di test, convalida e diagnostica per l'implementazione dell'AQ
Se lo siete:
- Sviluppo di un anello di tenuta personalizzato per macchinari o attrezzature specializzate
- Cercare di migliorare l'attuale durata dei giunti o di ridurre i tassi di guasto
- Pianificazione della creazione o dell'aggiornamento della SOP di giunzione interna
...allora vi invito a raggiungere.
A KINSOE, offriamo Servizi tecnici end-to-end-Dalla progettazione dell'estrusione e dell'ingegneria dei giunti a prototipazione di campioni, produzione di lotti e assistenza post-consegna.
Permetteteci di aiutarvi a costruire guarnizioni migliori, una giunzione perfetta alla volta.
Riferimenti: