

1. Introdução
Nos sistemas de vedação alternativos, o desempenho de um vedante elastomérico é determinado por mais do que apenas as suas propriedades materiais. Embora a escolha do elastómero correto seja essencial, a geometria da ranhura e a qualidade da superfície de vedação desempenham um papel igualmente crítico na garantia de um desempenho fiável da vedação e de uma longa vida útil.
Uma ranhura bem concebida proporciona um suporte e compressão adequados ao vedante, mantendo uma linha de vedação estável sob pressões e temperaturas variáveis. Entretanto, o acabamento da superfície e o controlo das tolerâncias asseguram uma fricção mínima, um desgaste reduzido e uma lubrificação consistente - todos eles vitais em aplicações de vedação dinâmica, como cilindros hidráulicos, actuadores pneumáticos e equipamento de processo.
As ranhuras mal concebidas ou as superfícies rugosas conduzem frequentemente a falha prematura da vedação, incluindo extrusão, falha da espiral, rasgões ou fugas. Estes problemas não só comprometem o desempenho do sistema, como também podem levar a tempos de inatividade dispendiosos. Por conseguinte, compreender e aplicar princípios de conceção de ranhuras sonoras e de superfícies é fundamental para obter um sistema de vedação alternativo robusto e eficiente.
Nas secções seguintes, iremos explorar os princípios fundamentais da geometria das ranhuras, acabamento da superfície, lubrificação, considerações de instalação, erros comuns e recomendações práticas de conceção.
2. Fundamentos da geometria da ranhura
A ranhura é a base de qualquer sistema de vedação alternativo. O seu desenho afecta diretamente a forma como o vedante é comprimido, suportado e estabilizado durante o funcionamento. Uma ranhura bem proporcionada evita a deslocação do vedante, a extrusão e o desgaste irregular - tudo isto pode reduzir a vida útil ou causar fugas.
2.1 Profundidade da ranhura
A profundidade da ranhura determina a rácio de compressão entre o vedante e a superfície de contacto. Se a ranhura for demasiado rasa, o vedante pode ser demasiado comprimido, aumentando a fricção, a acumulação de calor e o desgaste. Se a ranhura for demasiado profunda, o vedante pode não fazer contacto suficiente, levando a fugas.
- Rácio de compressão típico: 10-20% para a maioria das vedações elastoméricas em aplicações recíprocas.
- Ter sempre em conta a expansão térmica e a deformação por pressão ao finalizar a profundidade.
2.2 Largura da ranhura
A ranhura deve proporcionar espaço lateral suficiente para que o vedante se expanda sob pressão sem se tornar instável. Uma largura demasiado estreita pode provocar a extrusão do vedante ou o carregamento dos bordos; demasiado larga, e o vedante pode rolar ou torcer.
- Diretrizes: A largura da ranhura deve ser geralmente 1,1-1,3 vezes a secção transversal da junta.
2.3 Raio de fundo e conceção dos cantos
Os cantos afiados no fundo de uma ranhura criam concentrações de tensão, que podem cortar ou rasgar o vedante durante a instalação ou o funcionamento. A raio de filete pequeno no fundo da ranhura ajuda a distribuir a tensão de forma mais uniforme.
- Recomendação: Aplicar um raio de filete tipicamente entre 0,2-0,5 mm, dependendo do tamanho do vedante.
2.4 Folga e intervalo de extrusão
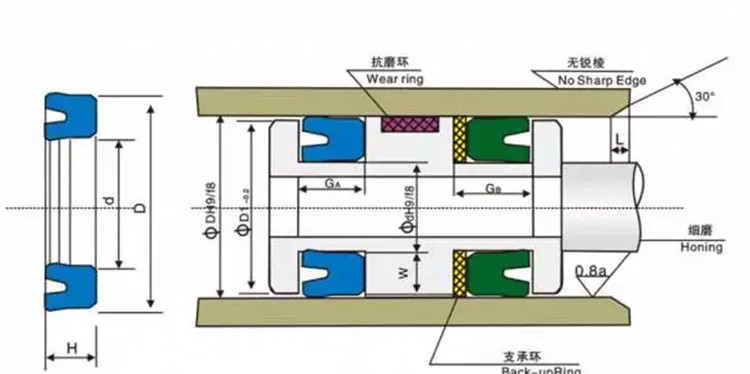
Em aplicações de alta pressão, a folga entre a ranhura e a superfície de contacto deve ser cuidadosamente controlada para evitar a extrusão do elastómero no espaço livre. Podem ser acrescentados anéis de apoio para suporte adicional.
- Limite do intervalo de extrusão: Normalmente inferior a 0,2 mm para pressões superiores a 10 MPa.
2.5 Considerações sobre a pressão e o curso
A pressão de funcionamento e o comprimento do curso afectam significativamente a conceção da ranhura. As pressões mais elevadas requerem uma folga mais apertada e, possivelmente, elementos de apoio, enquanto os cursos mais longos exigem uma maior estabilidade para evitar a torção ou o rolamento do vedante.

3. Acabamento da superfície e requisitos de tolerância
O acabamento da superfície da haste e do furo é um fator crítico no desempenho dos vedantes alternativos elastoméricos. Mesmo que a geometria da ranhura seja perfeita, uma superfície mal acabada pode levar a desgaste rápido, falhas de lubrificação ou fugas. Em contrapartida, uma superfície bem controlada permite que o vedante deslize suavemente com um atrito mínimo e uma pressão de vedação consistente.
3.1 Importância da qualidade da superfície
Quando o lábio de vedação se desloca ao longo da superfície de contacto, depende de uma película de lubrificação fina para minimizar o atrito e o desgaste.
- Se a superfície for demasiado rugosa, os picos podem cortar ou desgastar o vedante, resultando em fugas e avarias prematuras.
- Se a superfície for demasiado lisa, pode não haver micro-vazios suficientes para reter o lubrificante, aumentando o risco de fricção seca e de acumulação de calor.
3.2 Rugosidade recomendada da superfície
Para a maioria das aplicações de vedação dinâmica, Valores de Ra entre 0,2 e 0,4 μm são considerados óptimos. Isto proporciona o equilíbrio correto entre a eficácia da vedação e a retenção da lubrificação.
Recomendações típicas:
- Hastes de pistão e êmbolos: Ra 0,2-0,4 μm
- Furos do cilindro: Ra 0,3-0,6 μm
Nalgumas aplicações críticas (por exemplo, sistemas hidráulicos de alta velocidade), Rz e outros parâmetros de perfil podem também ser especificados para garantir a uniformidade.
3.3 Concentricidade, circularidade e retilinearidade
O acabamento da superfície só é eficaz se a própria superfície for dimensionalmente estável. O desalinhamento ou as superfícies irregulares criam pontos de pressão localizados que conduzem a um desgaste acelerado dos vedantes.
- A concentricidade deve ser mantida normalmente dentro de 0,05 mm.
- A circularidade e a retidão devem ser mantidas para evitar cargas excêntricas nos vedantes.
- Qualquer forma de conicidade ou ovalização deve ser minimizada.
3.4 Tratamento de superfície e revestimento
Em algumas aplicações, os tratamentos de superfície podem melhorar o desempenho:
- Cromagem dura ou nitretação melhora a resistência ao desgaste.
- Os revestimentos especiais de baixo atrito reduzem o atrito de arranque e a aderência.
- A dureza adequada da superfície também protege contra a formação de ranhuras e escoriações.
3.5 A relação entre a superfície e a vida útil da vedação
Uma superfície lisa e bem acabada garante uma lubrificação estável, baixa fricção e uma carga uniforme dos vedantes, resultando em vida útil mais longa e um desempenho mais previsível. Para sistemas de vedação de alto desempenho, o acabamento da superfície é tão crucial como a seleção do material ou a geometria da ranhura.
4. Considerações sobre o atrito e a lubrificação
A lubrificação é a linha de vida de qualquer sistema de vedação dinâmica. No caso de vedantes alternativos elastoméricos, o controlo do atrito depende muito da forma como a ranhura e as superfícies de acoplamento são concebidas para manter uma película de lubrificação adequada durante o arranque e o funcionamento em estado estacionário. Uma lubrificação deficiente conduz a aderência, acumulação de calor, desgaste acelerado, e, por fim, a falha do vedante.
4.1 O papel da película de lubrificação
Quando o pistão ou a haste se move, um microfilme de lubrificante deve permanecer entre o vedante e a superfície.
- Esta película minimiza o contacto direto e reduz o desgaste.
- Também ajuda a reduzir o atrito no arranque, que é frequentemente a fase mais prejudicial do ciclo de movimento.
- Uma película estável permite um movimento mais suave e uma menor perda de energia.
No entanto, se a ranhura for demasiado apertada ou a superfície demasiado lisa, o lubrificante pode ser completamente removido, resultando em condições de funcionamento a seco.
4.2 Conceção da ranhura e lubrificação
A geometria correta das ranhuras favorece fluxo de lubrificante controlado:
- Podem ser utilizados ligeiros chanfros ou ranhuras de alívio para distribuir o lubrificante de forma mais uniforme.
- As ranhuras axiais ou micro-entalhes são por vezes aplicados em sistemas de baixa velocidade para ajudar na retenção de óleo.
- Evitar o aperto excessivo que bloqueia a migração do lubrificante.
4.3 Minimizar o deslizamento e os picos de fricção
O Stick-slip é um problema comum em aplicações recíprocas, especialmente a baixas velocidades ou baixas pressões. Ocorre quando o atrito estático excede o atrito dinâmico, O que provoca movimentos bruscos e irregulares.
Para reduzir o deslizamento:
- Utilizar um acabamento da superfície com rugosidade adequada (Ra 0,2-0,4 μm).
- Escolher elastómeros com boas caraterísticas de baixa fricção ou utilizar revestimentos.
- Assegurar uma lubrificação inicial correta durante a instalação.
4.4 Purga de pressão e controlo de fluidos
Em sistemas de vedação de duplo efeito ou em modelos de curso longo, acumulação de pressão entre os vedantes pode causar instabilidade ou "blow-by".
- Podem ser adicionadas ranhuras de ventilação ou orifícios de alívio de pressão para equalizar a pressão retida.
- A ventilação controlada também evita que o vedante se torne um balão ou se torça.
4.5 Seleção do meio de lubrificação
O lubrificante utilizado deve ser compatível com o elastómero e as condições de aplicação:
- Os óleos minerais são comuns nos sistemas hidráulicos.
- Os lubrificantes de silicone ou fluorados são preferíveis para ambientes quimicamente agressivos ou de alta temperatura.
- A massa lubrificante pode ser utilizada para ciclos de funcionamento intermitentes ou a baixa velocidade.
4.6 Equilibrar a vedação e a lubrificação
Um dos maiores desafios de conceção é manter uma vedação estanque sem limpar completamente o lubrificante. Este equilíbrio é conseguido através de:
- Dimensões corretas da ranhura.
- Acabamento superficial controlado.
- Compatibilidade adequada entre material e lubrificante.
Uma interface bem lubrificada assegura uma menor fricção, um desgaste reduzido e um desempenho de vedação mais estável ao longo de toda a vida útil.
5. Factores de instalação e montagem
Mesmo uma ranhura e um acabamento de superfície perfeitamente concebidos podem falhar em aplicações reais se a instalação e a montagem não são cuidadosamente consideradas. Os vedantes alternativos são sensíveis às condições das arestas, forças de montagem e variações de tolerância. Um pequeno erro durante a instalação pode resultar em cortes, enrolamento ou compressão irregular, que comprometem o desempenho da vedação desde o primeiro dia.
5.1 Conceção do chanfro e do ângulo de entrada
Um chanfro bem concebido garante que o vedante pode ser instalado suavemente sem ficar preso em arestas afiadas.
- Ângulo de chanfro: Normalmente, recomenda-se 15°-30° para a maioria das vedações elastoméricas.
- A entrada deve estar isenta de rebarbas, cantos afiados ou marcas de maquinagem.
- Comprimentos de chanfro generosos são especialmente importantes para vedações de maior diâmetro ou vedações com lábios delicados.
5.2 Evitar danos nos vedantes durante a instalação
As vedações podem ser danificadas por ferramentas inadequadas, estiramento excessivo ou por forçar o componente no lugar.
- Utilização ferramentas de montagem com arestas arredondadas e materiais não metálicos para evitar cortar o vedante.
- Para tolerâncias apertadas, lubrificar a junta e a ranhura antes da instalação.
- Aquecer ligeiramente o vedante (dentro dos limites do material) pode ajudar a encaixar sem esticar demasiado.
5.3 Tolerância de empilhamento e expansão térmica
Ao conceber as dimensões das ranhuras, é importante ter em conta tolerâncias de fabrico da ranhura e dos componentes de encaixe.
- Mesmo pequenos desvios podem levar a uma sobrecompressão ou subcompressão.
- Os ambientes de alta temperatura podem fazer com que os componentes se expandam a taxas diferentes, alterando a relação de aperto e a folga.
- Os coeficientes de expansão do material devem ser tidos em conta no projeto final.
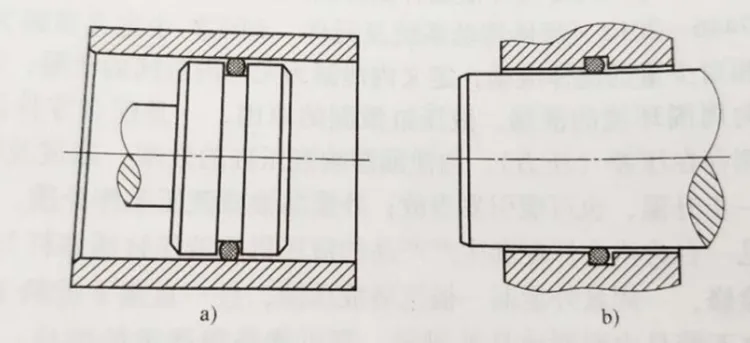
5.4 Projectos de ranhura de efeito simples vs. de efeito duplo
- Vedantes de ação simples só sofrem pressão de um lado, pelo que a simetria das ranhuras é menos crítica.
- Vedantes de duplo efeito deve suportar a pressão em ambas as direcções, exigindo ranhuras equilibradas e centragem precisa para evitar a torção ou a extrusão.
- A ventilação de pressão é frequentemente adicionada em sistemas de duplo efeito para estabilizar o desempenho.
5.5 Limpeza e preparação da superfície
Antes da instalação, verificar se a ranhura e as superfícies de contacto estão limpo, liso e sem detritos. Qualquer sujidade ou restos de maquinação afiados podem danificar o vedante ou criar caminhos de fuga.
- Utilizar panos que não larguem pêlos e produtos de limpeza aprovados.
- Inspecionar visualmente e com o dedo para detetar rebarbas ocultas.
5.6 Verificação da montagem
Após a instalação, um rápido controlo dimensional e funcional pode ajudar a evitar falhas:
- Verificar o posicionamento e o assento corretos do vedante.
- Certificar-se de que não houve torção, dobragem ou compressão irregular.
- Efetuar testes de baixa pressão antes do funcionamento completo do sistema para confirmar a integridade da vedação.
A instalação correta não é apenas um passo final - é um considerações críticas de conceção que deve ser planeado desde o início. Uma chanfradura bem pensada, o controlo das tolerâncias e condições de montagem limpas reduzem consideravelmente as falhas precoces e aumentam a vida útil do vedante.
6. Erros comuns de conceção de ranhuras
Mesmo os engenheiros experientes podem ignorar pormenores subtis mas críticos no desenho de ranhuras e superfícies. Estes erros conduzem frequentemente a fuga de vedante, desgaste prematuro ou falha total-por vezes nos primeiros ciclos de funcionamento. Reconhecer e evitar estas armadilhas é essencial para construir sistemas de vedação alternativos fiáveis.
6.1 Sobrecompressão ou subcompressão
Um dos erros mais comuns é especificar profundidade de ranhura incorrecta, que afecta diretamente a relação de compressão do vedante.
- Sobrecompressão provoca fricção excessiva, acumulação de calor e desgaste rápido do lábio de vedação.
- Subcompressão leva a uma pressão de contacto insuficiente, resultando em fugas.
- Estes problemas resultam frequentemente do facto de não se ter em conta a expansão térmica, a variação da tolerância ou a deformação do material.
Sugestão: Calcule sempre cuidadosamente o rácio de compressão (normalmente 10-20% para vedantes elastoméricos) e valide-o com condições de montagem reais.
6.2 Arestas vivas e rebarbas
As ranhuras maquinadas têm por vezes arestas vivas ou rebarbas, especialmente nos cantos. Estes podem:
- Cortar o vedante durante a instalação.
- Criar pontos de tensão localizados.
- Acelerar a ocorrência de fissuras ou rasgões durante o funcionamento.
Solução: Aplicar sempre um raio de filete suave (0,2-0,5 mm) no fundo da ranhura e rebarbar todas as arestas.
6.3 Mau acabamento da superfície
Negligenciar a rugosidade da superfície tem consequências diretas:
- Demasiado áspero → abrasão da junta e desgaste precoce.
- Demasiado suave → falta de lubrificante e deslizamento.
- Redondeza ou concentricidade deficientes → carga de vedação e fugas irregulares.
Solução: Especificar Ra 0,2-0,4 μm para as hastes e Ra 0,3-0,6 μm para os furos, com um controlo rigoroso da circularidade e da linearidade.
6.4 Ignorar as lacunas de extrusão
A pressões de funcionamento mais elevadas, os vedantes elastoméricos podem ser forçados a entrar nos espaços entre os componentes, levando a falha de extrusão. Isto ocorre frequentemente quando o projetista não tem em conta a deformação por pressão ou não inclui elementos de apoio.
- Sintoma: rasgamento dos lábios, mordedura do selo ou fragmentos no fluido.
- Medida preventiva: limitar as folgas de extrusão (< 0,2 mm para alta pressão) e utilizar anéis de reserva quando necessário.
6.5 Gestão inadequada da lubrificação
Muitos projectos de ranhuras falham porque a lubrificação não foi considerada desde o início da conceção.
- As ranhuras demasiado apertadas eliminam o lubrificante.
- A inexistência de vias de alívio conduz a uma pressão presa ou a uma película de óleo irregular.
- O funcionamento a seco acelera o desgaste e a avaria.
Solução: Integrar chanfros de alívio, selecionar acabamentos de superfície adequados e assegurar a compatibilidade adequada do lubrificante com o elastómero.
6.6 Condições de montagem negligenciadas
Mesmo que o desenho da ranhura seja teoricamente correto, ignorar os factores de instalação pode desfazer todo o trabalho.
- A ausência de chanfros pode provocar danos durante a montagem.
- Uma limpeza deficiente introduz detritos sob o vedante.
- Tolerâncias não controladas resultam em apertos imprevisíveis.
Solução: Tratar a montagem como parte do processo de conceção e não como uma reflexão tardia.
7. Exemplos práticos de conceção e recomendações
A conceção de ranhuras e superfícies para vedantes alternativos elastoméricos requer mais do que cálculos teóricos - requer diretrizes práticas e testadas no terreno. Nesta secção, vamos analisar algumas parâmetros de conceção típicos, recomendações de superfíciee dicas de resolução de problemas que os engenheiros e compradores podem aplicar diretamente aos seus projectos.
7.1 Dimensões típicas da ranhura para vedações comuns
Embora as dimensões exactas variem consoante o tipo de vedante, o material e a pressão de funcionamento, aplicam-se algumas diretrizes gerais à maioria das aplicações recíprocas:
| Secção transversal da junta (mm) | Largura da ranhura (mm) | Profundidade da ranhura (mm) | Raio de filete (mm) | Folga de extrusão (mm) |
|---|---|---|---|---|
| 3 | 3.5-4.0 | 2.6-2.8 | 0.2-0.3 | ≤ 0.15 |
| 5 | 5.5-6.5 | 4.3-4.5 | 0.3-0.5 | ≤ 0.20 |
| 8 | 9.0-10.0 | 7.0-7.3 | 0.5 | ≤ 0.25 |
- A largura da ranhura deve proporcionar espaço suficiente para que o vedante se expanda sem permitir o enrolamento ou a torção.
- A profundidade deve criar o rácio de compressão correto para equilibrar a vedação e a fricção.
- O raio de filete ajuda a evitar concentrações de tensão nos cantos das ranhuras.
Nota: Ajustar sempre as dimensões com base na dureza do material, pressão e caraterísticas de expansão térmica.
7.2 Rugosidade e dureza da superfície
| Componente | Ra recomendado (μm) | Tratamento de superfície típico | Dureza (HRC) |
|---|---|---|---|
| Haste / veio | 0.2-0.4 | Cromo duro, nitretação | ≥ 50 |
| Furo / Cilindro | 0.3-0.6 | Aço polido, anodização dura | ≥ 40 |
- Rugosidade uniforme assegura uma lubrificação estável e evita o deslizamento por colagem.
- Dureza da superfície protege contra riscos e prolonga a vida útil do vedante.
- A seleção do tratamento de superfície deve ter em conta a compatibilidade do material de vedação com os revestimentos.
7.3 Detalhes do chanfro e da instalação
- Ângulo de chanfro: 15°-30° com um comprimento pelo menos igual à secção transversal da junta.
- Rebarbação: Obrigatório em todos os bordos de ranhuras e entradas.
- Lubrificação durante a instalação: Evita rasgões e assentamentos irregulares.
7.4 Conceção da ventilação e do alívio da pressão
- Incluir ranhuras de ventilação ou orifícios de alívio entre vedantes múltiplos em sistemas de duplo efeito.
- Impedir o aprisionamento de pressão, que pode empurrar os vedantes para fora da posição ou provocar o blow-by.
- Manter os caminhos de ventilação suaves e corretamente dimensionados para evitar turbulência ou entupimento.
7.5 Resolução de problemas de falhas comuns
| Problema | Causa provável | Ação recomendada |
|---|---|---|
| Desgaste precoce / abrasão | Superfície demasiado rugosa, funcionamento a seco | Melhorar o acabamento da superfície, garantir a lubrificação |
| Extrusão de vedantes | Folga excessiva, sem anel de reserva | Reduzir o intervalo de extrusão, adicionar suporte de apoio |
| Fugas sob pressão | Ranhura demasiado profunda, compressão insuficiente | Ajustar a profundidade da ranhura, verificar novamente o empilhamento de tolerâncias |
| Falha em espiral | Ranhura demasiado larga, mau alinhamento | Reduzir a largura das ranhuras, melhorar o sistema de orientação |
| Rasgamento da junta durante a montagem | Arestas afiadas, sem chanfro | Adicionar chanfro, rebarbar arestas, lubrificar |
Estes exemplos reflectem cenários comuns do mundo real em que pequenos ajustamentos na geometria, qualidade da superfície ou instalação conduzem a melhorias drásticas no desempenho dos vedantes.
8. Conclusão
O desempenho e a durabilidade dos vedantes alternativos elastoméricos dependem de muito mais do que apenas o material do vedante. Design de ranhuras e superfícies formam a base estrutural que determina se um vedante funcionará sem problemas durante milhares de ciclos - ou se falhará prematuramente ao fim de algumas horas.
Uma ranhura bem concebida proporciona uma apoio, compressão e estabilidade, enquanto um acabamento de superfície finamente controlado garante lubrificação óptima e fricção mínima. Consideração cuidadosa de ângulos de chanfro, empilhamento de tolerânciase práticas de instalação reduz ainda mais o risco de danos precoces. Por outro lado, ignorar até mesmo um pequeno pormenor - como uma aresta afiada ou uma folga de extrusão excessiva - pode levar a fugas, desgaste ou falha catastrófica do vedante.
Na prática, a obtenção de uma vedação fiável requer:
- Geometria equilibrada das ranhuras que corresponda à secção transversal do vedante e às condições de pressão.
- Acabamento de superfície de precisão para suportar uma película de lubrificação estável.
- Conceção cuidada da instalação, incluindo chanfragem e ventilação, se necessário.
- Inspeção rigorosa e controlo de tolerâncias durante todo o processo de fabrico.
Ao integrar estes princípios de conceção no início do processo de engenharia, os projectistas e as equipas de manutenção podem maximizar a vida útil dos vedantes, reduzir o tempo de inatividade e garantir um desempenho consistente do sistema. O design de ranhuras e superfícies nunca deve ser tratado como uma reflexão tardia - é uma parte essencial de uma estratégia de vedação bem-sucedida.