
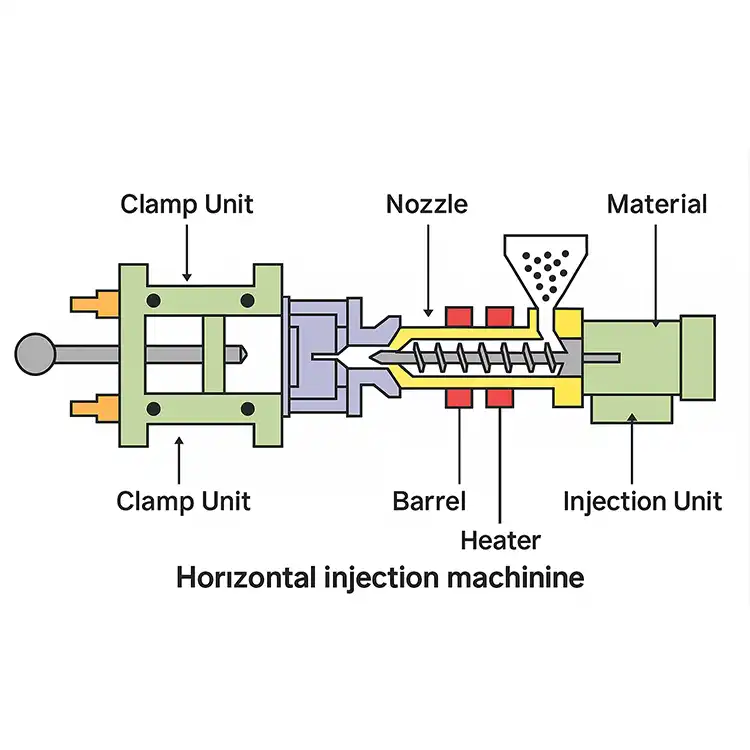
Литье под давлением - это широко распространенный производственный процесс изготовления деталей путем впрыска расплавленного материала в форму. Этот процесс широко распространен в различных отраслях промышленности, включая автомобилестроение, производство потребительских товаров, медицинских приборов и электроники. Ниже приводится подробное описание процесса литья под давлением, от подготовки до последующего производства.
I. Подготовительный этап

1. Подготовка материалов
1.1 Предварительная обработка пластика
- Отбор проб материала: Проведение случайного отбора проб сырья для обеспечения постоянства качества и свойств.
- Процесс сушки: Используйте сушильное оборудование для удаления влаги из пластиковых гранул, так как избыток влаги может привести к появлению таких дефектов, как пузыри и плохое качество поверхности.
- Выбор сушильного оборудования: Выбирайте между сушилками с влагопоглотителем и сушилками с горячим воздухом в зависимости от требований к материалу.
- Настройки параметров: Настройте параметры температуры и времени в соответствии со спецификациями материала.
- Обнаружение влаги: Используйте анализаторы влажности, чтобы убедиться, что материал достиг желаемого уровня сухости.
1.2 Смешивание красителей и добавок
- Смешивание мастербатчей: Смешайте цветные мастербатчи с базовой смолой для достижения равномерной дисперсии цвета.
- Функциональные добавки: Добавьте такие добавки, как УФ-стабилизаторы, антипирены или антистатики, в соответствии с требованиями продукта.
2. Подготовка пресс-формы
2.1 Инспекция плесени
- Визуальный осмотр: Проверьте, нет ли видимых дефектов, таких как трещины или износ.
- Проверка размеров: Используйте прецизионные инструменты, чтобы убедиться, что размеры пресс-формы соответствуют проектным спецификациям.
2.2 Установка пресс-формы
- Подъем и позиционирование: Осторожно поднимите и установите пресс-форму на термопластавтомат.
- Горизонтальное выравнивание: Убедитесь, что пресс-форма выровнена по горизонтали, чтобы избежать смещения во время впрыска.
- Механизм блокировки: Закрепите пресс-форму с помощью болтов и проведите испытание низким давлением для проверки устойчивости.
2.3 Контроль температуры в пресс-форме
- Методы отопления: Выберите подходящие методы нагрева, такие как масляные или электрические нагреватели, исходя из требований к форме.
- Температурные зоны: Внедрите многозонный контроль температуры для поддержания равномерной температуры в пресс-форме.
2.4 Подключения вспомогательных систем
- Водный контур: Подключите пресс-форму к системе водяного охлаждения, чтобы регулировать температуру.
- Воздушный контур: Проверьте работоспособность пневматических систем для вытягивания стержней или работы эжекторов.
3. Настройка машины
3.1 Параметры машины для литья под давлением
- Объем инъекции: Установите объем впрыска на основе геометрии детали и характеристик потока материала.
- Скорость вращения винта: Отрегулируйте скорость вращения шнека для обеспечения надлежащей пластификации и впрыска.
3.2 Проверки безопасности
- Функциональность аварийного останова: Проверьте кнопку аварийной остановки, чтобы убедиться, что она немедленно останавливает машину.
- Защита от плесени: Проверьте настройки защиты от плесени, чтобы предотвратить повреждения во время работы.
II. Сущность процесса литья под давлением
4. Фаза пластического плавления
4.1 Пластификация винтов
- Зона кормления: Обеспечивает равномерную подачу пластиковых гранул в ствол.
- Зона сжатия: Поддерживайте достаточное давление для равномерного расплавления пластика.
- Зона учета: Добейтесь однородного расплава для равномерного впрыска.
4.2 Мониторинг качества расплава
- Проверка вязкости: Контролируйте вязкость расплава для обеспечения правильной подачи и заполнения.
- Предотвращение деградации: Примите меры по предотвращению термической деградации материала.
5. Фаза впрыска и наполнения
5.1 Многоступенчатое управление впрыском
- Высокоскоростное наполнение: Установите начальную скорость впрыска, чтобы быстро заполнить полость формы.
- Точка перехода: Определите точку переключения с регулирования скорости на регулирование давления.
- Низкоскоростная упаковка: Применяйте низкоскоростное впрыскивание, чтобы упаковать форму и компенсировать усадку.
5.2 Анализ фронта потока
- Контроль линии сварки: Расположите ворота так, чтобы свести к минимуму видимые линии сварки.
- Вентиляция: Спроектируйте вентиляционные отверстия так, чтобы из них выходил воздух, предотвращая появление дефектов.
6. Фаза выдержки и охлаждения
6.1 Оптимизация давления удержания
- Профиль давления: Обеспечьте многоступенчатый профиль давления удержания для полного заполнения.
- Настройки времени: Отрегулируйте время выдержки, чтобы обеспечить упаковку и охлаждение материала.
6.2 Компенсация усадки
- Датчики давления в пресс-форме: Используйте датчики для контроля и регулировки изменений давления в пресс-форме.
- Данные об усадке: Используйте данные об усадке конкретного материала для точной компенсации.
III. Охлаждение и выброс
7. Охлаждение и затвердевание
- Активация системы охлаждения: Запустите систему охлаждения для затвердевания отформованной детали.
- Параметры охлаждения: Установите температуру пресс-формы и время охлаждения в зависимости от материала и толщины детали.
- Расположение водяного контура: Обеспечивает эффективный поток воды через форму для равномерного охлаждения.
- Динамический контроль температуры
- Мониторинг зон: Установите датчики температуры для контроля различных зон пресс-формы.
- Расчет времени охлаждения: Рассчитайте оптимальное время охлаждения, чтобы сбалансировать время цикла и качество детали.
- Аномалии охлаждения
- Температурные колебания: Устранение значительной разницы температур между секциями пресс-формы.
- Проблемы с конденсатом: Примите меры по предотвращению образования конденсата внутри формы.
8. Система выброса
- Последовательность открытия пресс-формы
- Трехэтапное открытие: Внедрите трехступенчатый процесс раскрытия пресс-формы, чтобы предотвратить повреждение деталей.
- Настройки параметров: Настройте скорость открытия пресс-формы и расстояние до нее в зависимости от геометрии детали.
- Механизм выталкивателя
- Выбор контактов: Выберите подходящие выталкивающие штифты, чтобы свести к минимуму деформацию детали.
- Параметры выброса: Установите скорость и силу выталкивания для обеспечения плавного удаления Качество распалубки
- Следы от выброса: Убедитесь, что следы от выталкивателя находятся в допустимых пределах.
- Общие вопросы: Диагностируйте и устраняйте такие проблемы, как застревание деталей или неполный выброс.
IV. Постпродакшн

9. Контроль качества
- Визуальный осмотр
- Выявление дефектов: Проверьте, нет ли дефектов поверхности, таких как следы раковины или вспышки.
- Отделка поверхности: Оцените качество обработки поверхности.
- Проверка размеров
- Инструменты для измерения: Используйте штангенциркули, микрометры или КИМ для измерения критических размеров.
- Соблюдение толерантности: Обеспечить соответствие деталей установленным допускам.
- Функциональное тестирование
- Монтаж: Проверяйте детали на соответствие и функционирование в сборочных узлах.
- Тестирование производительности: Проведение испытаний для проверки механических свойств и эксплуатационных характеристик.
10. Вторичная обработка (по желанию)
- Обработка поверхности
- Живопись: Наносить краску в эстетических или защитных целях.
- Покрытие: Гальваническое покрытие деталей для повышения долговечности или улучшения внешнего вида.
- Другие методы лечения: При необходимости применяйте другие виды обработки, такие как лазерная маркировка или покрытие.
- Механическая обработка
- Удаление заусенцев: Удалите острые края и заусенцы с деталей.
- Сверление/резка: Выполнение дополнительных операций обработки по мере необходимости.
- Процессы сборки
- Сварка: Используйте методы сварки для соединения деталей.
- Клеевое соединение: Нанесите клей для надежного соединения.
- Механическое крепление: Для сборки используйте винты, зажимы или другие крепежные элементы.
11. Упаковка и хранение
- Требования к упаковке
- Защита: Используйте защитную упаковку, чтобы избежать повреждений при транспортировке.
- Маркировка: Обеспечьте надлежащую маркировку для идентификации и обращения.
- Управление хранением
- Рекомендации по штабелированию: Во избежание деформации соблюдайте рекомендуемые правила укладки.
- Экологический контроль: Поддерживайте соответствующую температуру и влажность в складских помещениях.
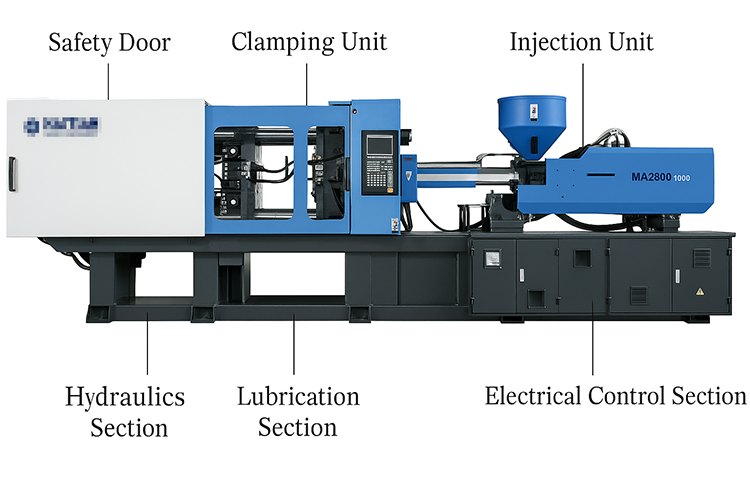
V. Техническое обслуживание машин

12. Ежедневное обслуживание
- Уход за плесенью: Регулярно очищайте формы для удаления остатков и предотвращения ржавчины. Наносите соответствующие смазочные материалы на движущиеся части, чтобы минимизировать износ.
- Устройство для впрыска: Осмотрите инжекционный винт и ствол на предмет износа. Убедитесь в надлежащем функционировании форсунки и проверьте, нет ли засорения.
- Гидравлическая система: Следите за уровнем масла и проверяйте его на отсутствие утечек. Убедитесь, что гидравлическое масло чистое и находится в рекомендуемом температурном диапазоне.
- Электрическая система: Осмотрите проводку и разъемы на предмет признаков износа или повреждения. Убедитесь, что все защитные блокировки и функции аварийного останова работают.
- Система охлаждения: Проверьте правильность подачи и температуры воды. Осмотрите шланги и фитинги на предмет утечек или засорения.
- Смазка: Убедитесь, что все движущиеся части достаточно смазаны, чтобы предотвратить чрезмерный износ.
13. Периодическое техническое обслуживание
- Замена гидравлического масла: Заменяйте гидравлическое масло и фильтры в соответствии с рекомендациями производителя, как правило, через каждые 3-4 тыс. часов работы.
- Проверка пломб: Проверяйте и заменяйте уплотнения и кольцевые прокладки для предотвращения утечек и поддержания давления в системе.
- Электрические компоненты: Тестирование и калибровка датчиков, термопар и других электронных компонентов для обеспечения точных показаний и надлежащего функционирования.
- Механические проверки: Осмотрите стяжки, выравнивание планшайбы и зажимные устройства на предмет признаков износа или смещения.
- Обслуживание системы охлаждения: Очистите и промойте каналы охлаждения, чтобы удалить накипь или мусор, которые могут препятствовать теплопередаче.
14. Техническое обслуживание системы безопасности
- Функциональность аварийного останова: Регулярно проверяйте систему аварийного останова, чтобы убедиться, что она быстро останавливает все операции машины.
- Защитные блокировки: Убедитесь, что все защитные двери и ограждения функционируют правильно и что блокировки предотвращают работу в открытом состоянии.
- Обучение операторов: Убедитесь, что все операторы прошли обучение по протоколам безопасности и аварийным процедурам.
- Безопасность на рабочем месте: Поддерживать чистоту и организованность рабочей среды, чтобы снизить риск несчастных случаев.
VI. Устранение неполадок и оптимизация
15. Общие вопросы и решения
- Короткие выстрелы: Увеличьте давление впрыска или отрегулируйте скорость шнека, чтобы обеспечить полное заполнение формы.
- Вспышка: Уменьшите давление впрыска или усилие смыкания, чтобы предотвратить выход излишков материала из полости формы.
- Маркировка раковины: Увеличьте давление упаковки или отрегулируйте время охлаждения, чтобы обеспечить надлежащее застывание.
- Деформация: Отрегулируйте температуру формы или скорость охлаждения для обеспечения равномерной усадки.
16. Оптимизация процессов
- Сокращение времени цикла: Анализ и оптимизация каждой фазы цикла литья под давлением для сокращения общего времени цикла без снижения качества деталей.
- Энергоэффективность: Внедряйте меры по энергосбережению, например, использование частотно-регулируемых приводов и оптимизацию систем отопления и охлаждения.
- Использование материалов: Сокращение отходов за счет оптимизации потока материала и минимизации систем литников и бегунков.
- Автоматизация: Внедрение роботизированных систем для удаления деталей и вторичных операций для повышения эффективности и согласованности.
VII. Заключение
Процесс литья под давлением - сложная и точная операция, требующая пристального внимания к деталям на каждом этапе. Соблюдая описанные процедуры и протоколы технического обслуживания, производители могут обеспечить стабильное качество продукции, сократить время простоя и продлить срок службы оборудования. Постоянное обучение и соблюдение стандартов безопасности имеют первостепенное значение для достижения оптимальных результатов в операциях литья под давлением.
Готовы вывести свой проект на новый уровень с помощью высокоточных решений из формованной резины? Связаться с KINSOE сегодня, чтобы получить квалифицированную помощь, индивидуальные проекты, и высококачественные продукты с учетом ваших потребностей. Давайте начнем создавать идеальное решение для вашей отрасли!
Ссылки: