
I. Технические предпосылки и обзор отрасли
Когда я только начинал работать в сфере производства резиновых компонентов, я был удивлен тем, как часто клиенты упускают из виду одну важнейшую деталь - способ соединения уплотнительного кольца. Большинство людей обращают внимание на материал и твердость, но мало кто задается вопросом, как соединены концы. А ведь эта, казалось бы, незначительная деталь может определить производительность, стоимость и срок службы всей системы уплотнения.

1.1 Обзор экструзионного формования резины
Резиновые уплотнительные кольца обычно производятся через экструзионное формованиеПроцесс, при котором нерастворившаяся резина продавливается через фильеру, образуя непрерывные профили поперечного сечения. После экструзии эти профили либо формируются в целые кольца путем сращивания, либо формуются в виде замкнутого контура.
Обычные формы поперечного сечения включают:
- Круглые шнуры
- D-образные профили
- Трубки и полые уплотнения
- Сложные асимметричные секции для использования в автомобилях и бытовой технике
Каждая форма создает особые трудности при сращивании, особенно если речь идет о полых или многокамерных структурах. И вот что еще важно: Экструзия - это только половина процесса. Без правильной техники соединения даже самый лучший профиль не сможет обеспечить должную герметичность.
1.2 Роль сращивания в цепочке поставок уплотнительных колец
С точки зрения производства сращивание дает несколько ключевых преимуществ:
- Экономическая эффективность: Вместо создания замкнутых колец путем литья под давлением, которое требует дорогостоящих пресс-форм, сращивание предлагает более быструю и экономичную альтернативу - особенно для небольших партий или нестандартных размеров.
- Настройка: Опоры для сращивания нестандартные геометрииЭто позволяет выполнять сложные формы уплотнений и конструктивные требования без перепроектирования всей системы оснастки.
- Настройка производительности: Во многих случаях целостность соединения оказывает заметное влияние на срок службы уплотнения и механическую нагрузку. Плохое сращивание может стать самым слабым звеном в идеальном в остальном уплотнении.
Именно поэтому для таких отраслей, как автомобильный, пищевая промышленность, и медицинское оборудованиеКачество сращивания не менее важно, чем выбор материала.
1.3 Стандарты и ссылки на качество
Чтобы гарантировать надежность и соответствие продукции требованиям, профессиональные производители, такие как KINSOE следовать глобальным отраслевым стандартам, включая:
- ASTM D2000 - Общая система классификации резиновых материалов на основе критериев эффективности.
- GB/T 3452.1 - Китайский национальный стандарт на конструктивные размеры уплотнительных колец.
- ISO 3302-1 - Международный стандарт для геометрических допусков резиновых деталей, часто используется для определения точности формования и сращивания.
Эти эталоны служат основой для оценки стабильности размеров, прочности соединений и внешнего вида. В компании KINSOE мы осуществляем контроль допусков с точностью до ±0,05 мм и проводим эксплуатационные испытания для удовлетворения требований заказчиков.
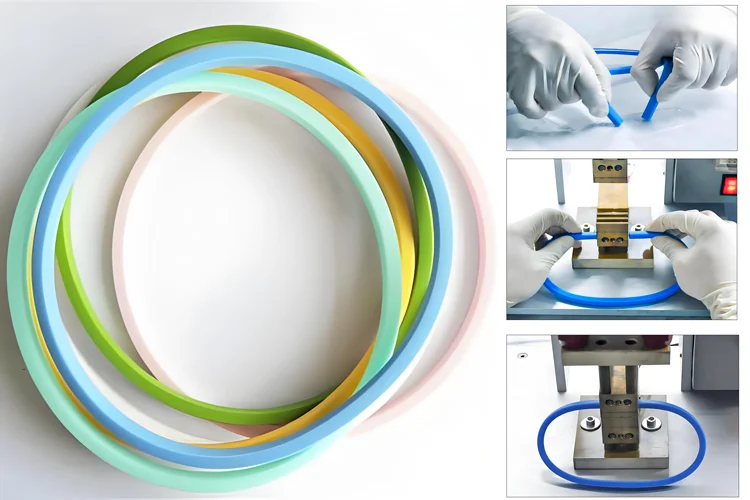
II. Основные методы сплайсинга и подробные процессы
По своему опыту работы с резиновыми уплотнительными кольцами, изготовленными на заказ, я обнаружил, что выбор метода сращивания часто определяет не только прочность соединения, но и то, как быстро мы можем его поставить и по какой цене. Ниже приведена сравнительная таблица трех наиболее широко используемых методов сращивания:
| Метод сращивания | Подходящие материалы | Прочность суставов | Сложность процесса | Скорость производства | Уровень затрат |
|---|---|---|---|---|---|
| Горячее сращивание | Твердый силикон, EPDM | Высокий | Умеренный | Быстрый | Средний |
| Холодное скрепление | Пена Силикон, EPDM, NBR | Средний | Легко | Средний | Низкий |
| Вулканизация пресс-форм | Все типы | Очень высокий | Высокий | Медленный | Высокий |
Давайте рассмотрим каждый метод подробнее:
2.1 Горячее сращивание
Горячее сращивание - лучший метод, когда важны прочность и однородность. Я часто рекомендую этот метод для применения в автомобильная промышленность, пищевые продукты и высокотемпературные среды.
Технологический процесс:
- Резка - Точная резка концов экструзии под углом или встык
- Нанесение клея - Термоактивируемое клеящее вещество, наносимое на контактные поверхности
- Выравнивание - Выравнивание вручную или с помощью приспособлений
- Горячее прессование - Применение давления и тепла (обычно 150-180°C)
- После отверждения - Вторичный нагрев для повышения прочности соединения
Ключевые параметры Таблица:
| Параметр | Рекомендуемый диапазон |
|---|---|
| Температура | 150-180°C |
| Давление | 2-5 МПа |
| Время | 30-120 секунд |
Распространенные дефекты и причины:
- Пузырьки воздуха - Неполная дегазация или плохая подготовка поверхности
- Хрупкий сустав - Перегрев или неравномерное распределение клея
- Взлом - Неправильное отверждение или несовместимый клей
Лучшие примеры использования:
- Уплотнения для ланч-боксов
- Высокотемпературные промышленные прокладки
- Сложные профили, требующие сохранения формы
2.2 Холодное скрепление
Холодное склеивание идеально подходит для малонагруженные приложения или некритичное уплотнениеособенно в мягких материалах, таких как вспененный силикон или EPDM.
Типичный рабочий процесс:
- Резка - Чистая и точная нарезка концов профиля
- Подготовка поверхности - Легкая шлифовка, обезжиривание спиртом или ацетоном
- Нанесение клея - Тонкий, равномерный слой клея холодного схватывания
- Зажим или фиксация - Умеренное давление в течение не менее 10-30 минут
- Естественное отвердение - Полная прочность соединения через 24-48 часов
Пригодность материала:
- Пена силиконовая - Высокая впитываемость, требует подготовки поверхности
- Плотная резина (EPDM, CR) - Умеренная производительность
- NBR - Хорошая склеиваемость с клеями на основе растворителей
Экологические требования:
- Влажность: ≤60%
- Рабочая поверхность без пыли
- Поверхностная энергия >38 мН/м для оптимальной адгезии
Варианты клея:
- Цианоакрилат (мгновенный) - Быстрое отверждение, хрупкое соединение
- Двухкомпонентный полиуретан - Более прочная, гибкая связь
Пример кривой прочности соединения:
Двухкомпонентный полиуретановый клей на EPDM достигает прочности на разрыв 80% за 24 часа при температуре 25°C и относительной влажности 50%.
2.3 Вулканизация пресс-формы
Это самый современный и точный метод, обычно применяемый к сложные конструкции соединений или высокоточное серийное производство.
Принцип:
Место соединения помещается в металлическую форму, где оно подвергается второй вулканизации. Под воздействием тепла и давления материал сплавляется, делая шов практически неотличимым от первоначальной экструзии.
Основы проектирования пресс-форм:
- Планирование прощальной линии - Предотвращение слабых зон на критических участках уплотнения
- Вентиляционные отверстия - Предотвращение попадания газов в ловушку, чтобы не нарушить связь
- Контроль сжатия - Обеспечивает чистовую отделку без вспышек
Оптимальное технологическое окно:
| Шаг | Диапазон |
|---|---|
| Температура вулканизации | 160-200°C |
| Время удержания | 3-10 минут |
| Давление зажима | 3-6 МПа |
Сценарии использования:
- Кольца медицинского класса
- Аэродинамические профили в автомобилестроении
- Прецизионные системы уплотнения, требующие визуального соответствия 100%
III. Ключевые факторы, влияющие на качество сплайсинга
Из того, что я видел в мастерских по изготовлению резины, два изделия, изготовленные из одного и того же материала и с использованием одного и того же метода сращивания, могут в итоге иметь кардинально разные характеристики. Почему? Потому что детали при выборе клея, угла среза и обработки поверхности сделать или разрушить соединение. Давайте рассмотрим основные переменные.
3.1 Матрица выбора клея и его совместимости
Не все клеи созданы одинаковыми, и не все резины одинаково реагируют на связующие вещества. Вот как я классифицирую их по структуре и поведению при отверждении:

хлоропреновый каучуковый клей
Типы клеев:
- На основе растворителя (например, клей для хлоропренового каучука): Быстро схватывается, хорошо подходит для EPDM и CR
- Двухкомпонентные системы (например, полиуретана или силикона): Отличное сцепление с силиконом, гибкость и прочность
- Цианоакрилат (мгновенный): Очень быстрое отверждение, но хрупкость при вибрации или термоциклировании
Таблица совместимости материалов:
| Тип резины | На основе растворителя | Двухкомпонентный полиуретан | Моментальный клей |
|---|---|---|---|
| Силикон | ✖ Низкие облигации | ✔ Превосходно | ✔ Умеренный |
| EPDM | ✔ Хорошо | ✔ Хорошо | ✔ Хорошо |
| NBR | ✔ Превосходно | ✔ Хорошо | ✔ Хорошо |
| CR (неопрен) | ✔ Превосходно | ✔ Хорошо | ✔ Хорошо |
Рекомендуемые бренды:
- ЛОКТАЙТ 401/406 - Для общего мгновенного склеивания
- Permabond PT326 - Для силикона и EPDM
- 3M 847/1300L - Для уплотнений из CR и NBR
"Клей - это не просто клей, это договор о совместимости между химическим составом и применением".

3.2 Проектирование и оптимизация соединения с разрезом
Чистый, хорошо наклоненный срез облегчает склеивание и улучшает характеристики растяжения.
Сравнение стилей стрижки:
| Тип разреза | Описание | Производительность |
|---|---|---|
| Срез под углом 90° | Прямой вертикальный разрез | Умеренный |
| Косой срез | Диагональный рез под углом 30-45° | Выше |
| Ступенчатое соединение | Взаимосвязанные ступени | Самый высокий |
Результаты испытаний на прочность при растяжении:
Контрольный тест на полосках EPDM показал:
- Соединение встык: 1,8 МПа среднее усилие разрыва
- Косой срез: 2,3 МПа
- Ступенчатое соединение: 2,8 МПа
Если деталь будет подвергаться осевое растяжение или кручениеЯ настоятельно рекомендую избегать срезов под углом 90°.
3.3 Обработка поверхности и ее влияние на прочность соединения
Это одна из областей, где большинство неудач происходит незаметно. Вы не можете увидеть плохую поверхностную энергию, но ваш шов очень скоро покажет результаты.
Варианты лечения:
- Плазменная терапия - Идеально подходит для силикона, значительно повышает поверхностную энергию
- Химическая активация (например, грунтовка 770) - Общие для EPDM и NBR
- Обработка пламенем - Быстрый метод повышения поверхностного натяжения термопластов
Таблица повышения производительности:
| Тип лечения | Прирост поверхностной энергии | Увеличение прочности соединения |
|---|---|---|
| Нет | ~32 мН/м | Базовый уровень |
| Обработанная плазма | >52 мН/м | +60-80% |
| Нанесение грунтовки | ~46 мН/м | +40-60% |
Даже на недорогих пенопластовых уплотнителях я видел значительные улучшения, просто используя плазменную палочку или грунтовку.
IV. Типичные примеры применения
Каждый метод сращивания, о котором мы говорили, имеет свои компромиссы, но только теория поможет вам в этом. Позвольте мне рассказать вам о трех реальных случаях применения, когда качество соединения было критически важным, и показать, как мы адаптировали процесс для достижения оптимальной производительности.

4.1 Кольца уплотнений для пищевых продуктов (например, уплотнения для ланч-боксов)
Сценарий:
Мировой бренд кухонной утвари обратился к нам с просьбой разработать силиконовые уплотнительные кольца, соответствующие требованиям FDA, для новой серии ланч-боксов. Для продукта требовалась бесшовная, гибкая петля, способная выдержать многократное мытье, температурные циклы и прямой контакт с пищей.
Основные моменты решения:
- Метод сращивания: Горячее сращивание с использованием клея FDA
- Материал: Силикон платинового отверждения, Шор A 50
- Специальные требования:
- Должны соответствовать требованиям FDA CFR 177.2600 и EU EN1935 по контакту с пищевыми продуктами.
- Высокая прозрачность для эстетической привлекательности
- Герметичное соединение без видимого шва
Карта рабочего процесса
Экструзия → Высокоточная резка → Термоактивируемый клей → Термопрессование → Вторичное отверждение → Контроль качества → Миграционные тесты FDA
Такой подход позволил получить гладкий, невидимый шов Прочность соединения >2,5 МПа, соответствие гигиеническим и механическим стандартам для пищевых продуктов.

4.2 Соединение уплотнений автомобильных дверей
Сценарий:
Производителю автомобильных комплектующих требовалось надежное решение для соединения сложных Полые профили из EPDM для герметизации периметра двери. К числу проблемных моментов относились протекание швов при испытаниях на разбрызгивание воды и нестабильное сцепление при перепадах температуры на улице.
Оптимизация процессов:
- Метод сращивания: Горячее сращивание
- Дополнения:
- Приспособление для обеспечения точного выравнивания внутренних камер
- Контролируемая влажность воздуха для устранения конденсата на поверхности
- Автоматизированный термопресс с датчиками температуры и обратной связью при сжатии
Результаты:
- Достигнутая прочность на растяжение соединения >2,0 МПа
- 100% прошел 96-часовое испытание на термоциклирование и погружение в воду
- Снижение коэффициента переделки с 12% до 1,8%
Это стало нашим стандартным предложением для аналогичных программ уплотнения EPDM на различных платформах автомобилей.
4.3 Уплотнения для медицинского оборудования (класс "чистая комната")
Сценарий:
Европейскому производителю медицинского оборудования требовалось стерильные, биосовместимые уплотнительные кольца для системы диагностической жидкости. Им требовалось абсолютно отсутствие риска загрязненияПри этом область соединения должна была выдерживать как химическое воздействие, так и многократные циклы стерилизации.
Разработка решений:
- Метод сращивания: Вулканизация плесени с промывкой после уборки
- Материал: Жидкий силиконовый каучук (LSR), сертифицирован USP Class VI
- Управление процессом:
- Форма с регулятором вспышки заподлицо и воздушными каналами
- Стерильная упаковка в чистом помещении класса 7 по ISO
- Проверка биосовместимости и устойчивости к старению
Метрики производительности:
- Прошел 100 циклов автоклавирования без разрушения
- На шве не было обнаружено никаких изменений цвета, трещин или вздутий
- Достигнуто нулевое количество частиц более 5 мкм в зонах критического использования
Этот проект продемонстрировал, как высокоточная вулканизация пресс-формНесмотря на более высокую стоимость, он не имеет себе равных в области сверхчистых медицинских приложений.
V. Техническая валидация и система обеспечения качества
Чтобы гарантировать долговременную работу, целостность резинового уплотнительного кольца должна быть не только визуально приемлемой. В компании KINSOE мы применяем многоуровневую систему проверки, основанную на международные методы испытаний, статистические пороги, и диагностика первопричин. Вот как мы убеждаемся, что каждое соединение выдерживает реальные нагрузки.
5.1 Общие методы и стандарты испытаний эксплуатационных характеристик
Мы проводим полный комплекс испытаний для подтверждения механических и экологических характеристик:
| Тип испытания | Стандарт | Назначение |
|---|---|---|
| Прочность на разрыв | ASTM D412 | Измеряет прочность и эластичность соединения |
| Целостность уплотнения | Пользовательские (воздух/вода/вакуум) | Обнаружение утечек и подтверждение герметичности |
| Устойчивость к старению | ASTM D573 / ISO 188 | Имитирует длительную работу в условиях жары |
| Ультрафиолетовое облучение | ASTM G154 | Оценивает долговечность на открытом воздухе |
| Соляные брызги | ASTM B117 | Проверяет коррозионную стойкость склеенных участков (для деталей из EPDM/CR) |
Пример:
Для соединения с силиконовой прокладкой минимальная прочность на разрыв 2,2 МПа требуется после старения при 150°C в течение 72 часов.
5.2 Бенчмаркинг и отчетность
Мы регулярно сравниваем наши собственные показатели с отраслевыми эталонами и предоставляем клиентам стандартизированные отчеты о тестировании для отслеживания.
Ключевые показатели эффективности по методу сращивания:
| Метод | Минимальная прочность на разрыв (МПа) | Скорость утечки уплотнения (кПа/мин) | Максимальная деградация при старении (%) |
|---|---|---|---|
| Горячее сращивание | ≥2.0 | ≤0.5 | ≤15% |
| Холодное скрепление | ≥1.5 | ≤1.0 | ≤25% |
| Вулканизация пресс-форм | ≥2.5 | ≤0.2 | ≤10% |
Шаблон отчета включает в себя:
- Фотография изделия с обозначенным швом
- Графики сырых данных и графики растяжения
- Журналы экологических испытаний
- Анализ режимов отказов, если применимо
Клиенты в автомобильный и медицинский Отрасли часто интегрируют наши отчеты в свои системы документации PPAP или ISO 13485.
5.3 Поиск и устранение неисправностей при сращивании
Даже при наличии обученных техников и откалиброванных станков все может пойти не так. Мы создали диагностическую систему, которая помогает клиентам быстро выявлять и устранять неисправности в суставах.
Диагностика проблемы Таблица:
| Проблема | Вероятная причина | Рекомендуемое исправление |
|---|---|---|
| Слабая связь | Неправильный клей или низкое давление | Обзор типа клея и настроек процесса |
| Пузырьки в суставах | Плохое удаление воздуха или поверхностное масло | Улучшение подготовки поверхности и дегазации |
| Растрескивание суставов | Чрезмерное отверждение или несоответствие материала | Отрегулируйте температуру/время или проверьте совместимость |
| Перекос | Ошибка при изготовлении или отклонение вручную | Используйте направляющие приспособления или лазерное выравнивание |
| Протечка уплотнения | Неполная площадь контакта или усадка | Переоценка степени сжатия и стека допусков |
"Большинство совместных неудач вызвано не одной ошибкой, а цепочкой мелких недочетов. Вот почему систематизированный процесс контроля качества очень важен".
VI. Заключение и рекомендации по дальнейшим действиям
Когда я только начинал работать над проектами по уплотнению резины, я недооценивал, насколько одно сращивание может повлиять на срок службы изделия. Но после многих лет сотрудничества с OEM-производителями, дизайнерами и инженерами-технологами я пришел к выводу, что Сплайсинг - молчаливый гарант надежности-и зачастую именно это отличает средний продукт от исключительного.
Сращивание резиновых уплотнительных колец, возможно, не является самым крупным компонентом затрат, но часто определяет верхний предел стабильности уплотнения, внешнего вида изделия и механической прочности.
Это руководство было создано для того, чтобы дать вам глубокое и практическое понимание:
- Сайт три основные технологии сплайсинга и их технологические параметры
- Ключевые рычаги контроля качества, такие как Выбор клея, подготовка поверхности и геометрия резки
- Информация о конкретных приложениях, полученная из реальных промышленных примеров
- Надежный инструменты для тестирования, валидации и диагностики для реализации QA
Если вы:
- Разработка индивидуального уплотнительного кольца для специализированных машин и оборудования
- Стремятся повысить долговечность текущих соединений или снизить частоту отказов
- Планируете создать или обновить внутренний СОП по сращиванию
...тогда я приглашаю вас протягивать руку.
На сайте KINSOEМы предлагаем комплексное техническое обслуживание-От проектирования экструзии и создания соединений до создание прототипов образцов, серийное производство и поддержка после поставки.
Позвольте нам помочь вам создать лучшие уплотнения, по одному идеальному соединению за раз.
Ссылки: