
Introduction
Ensuring the quality of rubber compression molded products is critical for their performance and durability in demanding applications. From precise dimensions to excellent physical and chemical properties, every aspect must meet strict standards. In this article, we’ll walk you through the essential testing methods used to guarantee the reliability and consistency of your products, helping you prevent defects and achieve top-tier results every time.

1. Visual and Preliminary Inspections
1.1 Visual and Tactile Inspection
- Visual Inspection: One of the first steps in quality control for rubber compression molded products is visual inspection. The surface of the molded product is thoroughly examined to ensure it meets the design specifications. Key aspects to look for include smoothness, the presence of defects such as missing material, flash, air bubbles, cracks, impurities, and color discrepancies. Any of these could compromise the product’s performance or appearance, and they need to be addressed immediately.
- Tactile Inspection: In addition to visual checks, a tactile inspection is performed. This involves feeling the surface of the molded part to determine if it is even and consistent. Any unevenness or irregularities, such as bumps or mold marks, can be indicative of issues with the molding process or material flow. Tactile inspections are essential for identifying imperfections that may not be visible to the naked eye but could impact the product’s fit, sealing properties, or overall performance.
- Magnification (Microscope or Magnifying Glass): To inspect very fine details that cannot be detected by standard visual or tactile methods, magnifying tools like a microscope or magnifying glass are used. These tools help identify microscopic defects such as tiny cracks, burrs, or surface irregularities that could impact the functionality of the rubber part, especially in high-performance applications such as automotive or medical devices.
1.2 First Article Inspection (FAI)
Before mass production begins, a First Article Inspection (FAI) is conducted on the first produced sample. This step ensures that the design specifications, production processes, and quality standards are consistently met.
- Comprehensive Inspection: The FAI involves a thorough inspection of the first batch of products, including dimensions, hardness, color, markings, and other critical characteristics. This inspection verifies that the products adhere to the required standards and confirms that no adjustments to the process are necessary before full-scale production begins. If the first article meets all requirements, it acts as a baseline for the rest of the production run.
- Ensuring Consistency: The FAI ensures that both the design and the molding process are aligned with the customer’s expectations. By thoroughly checking the initial piece, manufacturers can prevent costly errors, rework, or delays during later stages of production. This proactive measure is a key component of maintaining high-quality standards throughout the production lifecycle.

2. Dimensions and Geometric Tolerance Testing
2.1 Manual Measuring Tools
- Vernier Calipers/Micrometers: To ensure that the rubber compression molded products meet the required dimensions, manual measuring tools like Vernier calipers and micrometers are used. These tools are essential for measuring key dimensions such as inner diameter, outer diameter, thickness, and other critical measurements. Precision is key in these measurements, as even small deviations can lead to issues in the assembly or function of the final product.
- Go/No-Go Gauges: For quick and efficient verification of specific features such as hole sizes, slot dimensions, or groove widths, Go/No-Go gauges are used. These specialized tools ensure that the product conforms to the specified tolerances and helps quickly identify whether a piece is acceptable or needs adjustment. They are especially useful for high-volume production, where quick inspections are necessary without compromising accuracy.
2.2 Precision Measuring Equipment
- Projectors and Coordinate Measuring Machines (CMM): For complex shapes and high-precision requirements, more advanced measuring equipment such as projectors and CMMs (Coordinate Measuring Machines) are utilized. These tools offer greater accuracy and are capable of measuring features on more intricate and complex parts, which might not be easily assessed with manual tools.
- Projector: A projector uses light to project an image of the part onto a screen, allowing for precise measurements of the part’s contours and features. This method is particularly effective for ensuring that parts with irregular shapes meet the design specifications.
- CMM: A CMM is a sophisticated tool that measures the physical geometrical characteristics of an object. Using a probe that touches the surface of the part, it gathers data on the part’s dimensions and compares them against the design specifications. CMMs are highly accurate and are ideal for products that require tight tolerances or involve complicated geometries.

3. Physical Performance Testing
3.1 Basic Physical Properties
- Hardness Testing: One of the most critical tests for rubber compression molded products is hardness testing. Hardness is an essential characteristic, as it influences the flexibility, durability, and feel of the product. The Shore hardness scale is commonly used for this purpose, with different types of durometers (e.g., Shore A for softer materials and Shore D for harder materials) measuring the material’s resistance to indentation. The hardness values should align with product specifications to ensure proper functionality and performance.
- Tensile Strength and Elongation: To evaluate the rubber’s ability to withstand stress without breaking, tensile strength and elongation at break are tested using a universal testing machine (UTM). These tests measure the material’s resistance to stretching and its ability to return to its original shape after stretching. The tests are performed according to standards like ASTM D412, and the results are crucial for products subjected to mechanical stress, such as seals, gaskets, or hoses.
- Compression Set: The compression set test (ASTM D395) measures the rubber’s ability to recover after being compressed under a specific load for a prolonged period. It simulates how the material will behave when exposed to constant pressure over time, which is especially important for products like seals and gaskets that need to maintain their shape and sealing properties after prolonged use. Low compression set values indicate better recovery and long-term performance.
- Tear Resistance: Tear strength is a critical property for rubber products, especially those that will be exposed to mechanical stress. The ASTM D624 test evaluates the resistance of rubber to tearing. A rubber material with high tear strength ensures that products like gaskets or hoses remain intact under stressful conditions, preventing leaks or failure.
- Abrasion Resistance: To measure how well the rubber resists wear and tear, an abrasion resistance test (such as the Akron abrasion test) is performed. This test involves subjecting the rubber surface to friction under controlled conditions, measuring the amount of material lost during the test. This is particularly useful for products like automotive seals or conveyor belts that are exposed to continuous friction.
3.2 Special Physical Properties
- Coefficient of Friction: For applications that require non-slip surfaces, such as floor mats or shoe soles, testing the coefficient of friction is essential. This test measures how easily one surface slides over another and is critical for ensuring the safety and functionality of products used in high-traction environments.
- Thermal Conductivity Testing: In some applications, rubber products must meet specific thermal properties, either for insulation or heat dissipation. The thermal conductivity test measures the material’s ability to conduct or resist heat, which is vital for products used in high-temperature environments, such as automotive components or heat exchangers.
4. Chemical Properties and Aging Tests
4.1 Medium Resistance Testing
- Immersion in Chemicals: One of the most critical tests for rubber products that will be exposed to various environments is the medium resistance test. This involves immersing the rubber samples in different chemicals such as oils, acids, bases, and solvents to assess how well the material performs under chemical exposure. By measuring weight change, volume change, or performance degradation after immersion, manufacturers can evaluate how resistant the rubber is to chemical corrosion and whether it will maintain its integrity over time in a chemical environment.
- Performance Decline: Changes in properties such as hardness, elongation, or tensile strength after exposure to chemicals help determine the suitability of the rubber for specific applications. For instance, in the automotive or industrial sectors, where parts often interact with oils or fuels, rubber components must exhibit resistance to such media to ensure long-term functionality.
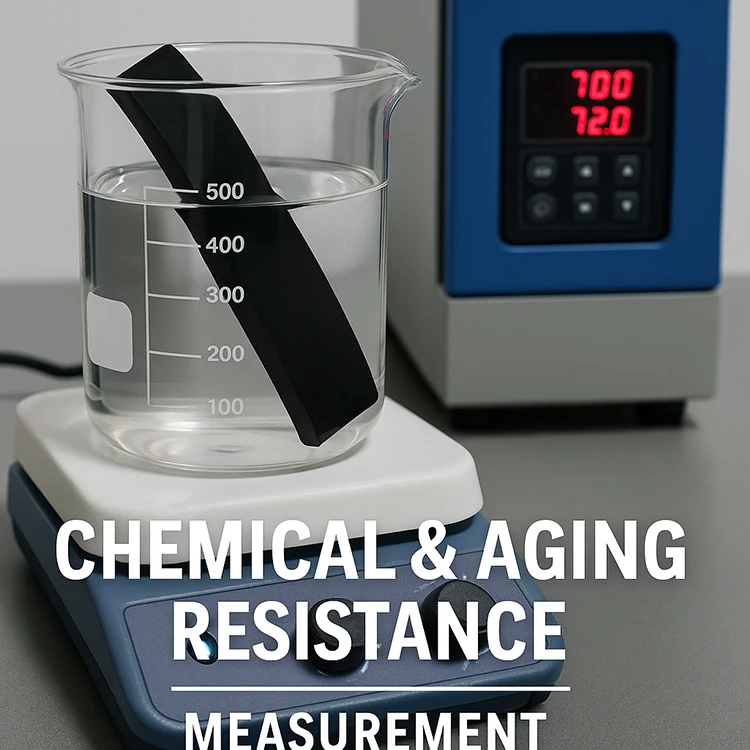
4.2 Aging Performance Testing
- Thermal Air Aging Test: Rubber parts may be subjected to extreme temperatures during their service life. The thermal air aging test simulates long-term exposure to high temperatures in a controlled environment. For example, a typical aging test could involve placing the rubber sample in an oven at 70°C for 72 hours, after which its properties (e.g., hardness, tensile strength, and elongation) are re-evaluated. This test helps manufacturers assess how well the material will perform when exposed to high-temperature conditions, such as in engine seals or gaskets.
- UV Aging Test: Rubber parts exposed to sunlight can undergo degradation due to ultraviolet (UV) radiation. The UV aging test simulates prolonged UV exposure, using a QUV chamber to accelerate the degradation process. After exposure, the rubber is tested for changes in color, flexibility, and surface appearance. UV aging tests are particularly important for products used outdoors or in environments with strong sunlight, like weather seals or outdoor equipment components.
- Ozone Aging Test: Ozone exposure is one of the most common environmental factors that can degrade rubber, causing it to crack and become brittle. The ozone aging test (ISO 1431) involves exposing rubber samples to an ozone-rich atmosphere to simulate prolonged exposure to this gas. After the test, the rubber is evaluated for cracking and other signs of deterioration. This test is crucial for rubber products used in automotive or outdoor applications, where ozone exposure is a significant concern.
4.3 Composition Analysis
- Fourier Transform Infrared (FTIR) Spectroscopy: To accurately analyze the chemical composition of rubber materials, FTIR spectroscopy is used. This technique helps identify the functional groups present in the rubber, such as siloxane, which is essential for determining the material’s chemical properties. FTIR can also be used to confirm the presence of additives or fillers, ensuring that the rubber composition meets the required specifications and performance standards.
- Thermogravimetric Analysis (TGA): TGA is used to assess the thermal stability of rubber materials by measuring changes in weight as the material is heated. This test helps determine the material’s resistance to heat degradation and is critical for applications where the rubber will be exposed to high temperatures. TGA provides insights into the rubber’s composition, such as the proportion of fillers and its thermal degradation temperature.
4.4 Volatile Organic Compounds (VOCs) Emission Testing
- VOCs Testing: For rubber products used in indoor environments or in direct contact with humans (e.g., in medical or food-grade applications), testing for the release of volatile organic compounds (VOCs) is crucial. VOCs can be harmful to health, and products that emit high levels of VOCs may not meet safety standards. The testing measures the quantity of VOCs released over a set period and ensures that rubber products used in sensitive applications comply with regulatory requirements for safety and environmental impact.

5. Functional and Environmental Adaptability Testing
5.1 Sealing Performance Testing
- Leakage Testing: One of the most important tests for rubber parts designed to act as seals (such as gaskets or O-rings) is the leakage test. This can be done in either air-tight or water-tight conditions, depending on the application. For gas-tight seals, the pressure decay method or helium leak detection is often employed. This involves pressurizing the sealed product with a gas (e.g., helium) and using a vacuum to detect any leakage. For water-tight seals, the component is submerged, and pressure is applied to ensure no water leakage occurs. This testing ensures the rubber parts will effectively seal off fluids or gases in real-world applications such as in automotive engines or industrial equipment.
5.2 Dynamic Performance Testing
- Fatigue Testing: Rubber parts that are subjected to repeated stress, such as vibration dampers or shock absorbers, undergo fatigue testing. In this test, the rubber sample is subjected to repeated compression or tension cycles, simulating the dynamic stresses it would face in actual service. The goal is to evaluate how the material performs under repetitive loading and determine its durability. A significant decline in performance or failure after repeated cycles can indicate poor fatigue resistance, which is essential for parts that will experience constant movement.
- Compression Set Under Dynamic Load: In dynamic environments, rubber seals and components are often subjected to continuous compression. To assess the long-term resilience of rubber in such environments, the compression set under dynamic loading test is performed. This test evaluates how well the rubber can maintain its sealing properties and resilience after repeated compressive forces.
5.3 Electrical Performance Testing
- Dielectric Strength Testing: Rubber used in electrical insulation applications (such as for cables or electronic components) needs to meet strict electrical resistance standards. The dielectric strength test is performed to determine the material’s ability to resist electrical breakdown under high-voltage conditions. The test measures the voltage required to cause failure (electrical breakdown) in the rubber material, ensuring that it will safely insulate electrical components.
- Volume Resistivity Testing: Volume resistivity is another critical electrical property, particularly for rubber materials used in insulating and sealing electronic devices. This test evaluates how well the rubber resists the flow of electric current through its volume. Low resistivity values can indicate potential for leakage current, which could lead to device malfunctions or electrical hazards.
5.4 Low-Temperature Performance Testing
- Brittleness Temperature Testing (ISO 812): Rubber products often perform under a wide range of temperatures, and it is important to determine how they behave in extremely low temperatures. The brittleness temperature is the temperature at which rubber begins to lose its flexibility and becomes brittle. This test helps manufacturers determine the operating limits of rubber parts that are used in cold environments, such as seals in refrigeration units, automotive parts exposed to winter conditions, or cryogenic systems.
- Low-Temperature Compression Set (ISO 815-2): This test evaluates how well the rubber can maintain its compression set properties when exposed to low temperatures. The sample is exposed to a freezing environment for a specified period, and then its ability to recover to its original shape is assessed. This is particularly important for parts that need to maintain their sealing properties and mechanical strength in cold conditions.
6. Non-Destructive Testing (NDT)
6.1 X-Ray Testing
- X-Ray Inspection: X-ray testing is a non-destructive testing method used to inspect the internal integrity of rubber compression molded products. This technique is particularly useful for detecting internal voids, inclusions, or air pockets that could compromise the part’s strength or performance. By passing X-rays through the rubber material, manufacturers can obtain detailed images of the internal structure without damaging the part. This method is often used in critical applications such as aerospace, automotive, or medical device components, where internal flaws could lead to product failure.
- Advantages: X-ray testing provides clear, high-resolution images that allow for precise detection of defects. It is especially useful when a detailed analysis of the internal structure is required without physically altering or damaging the product. However, it requires specialized equipment and trained personnel to interpret the results accurately.
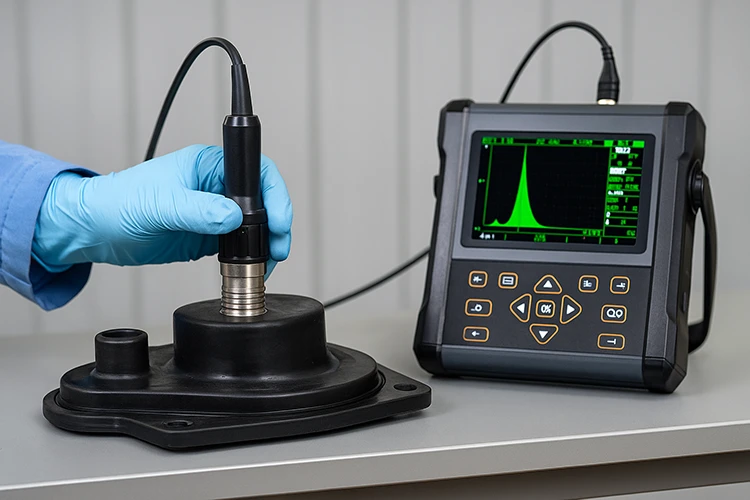
6.2 Ultrasonic Testing
- Ultrasonic Inspection: Ultrasonic testing is another non-destructive method used to detect internal defects such as delamination, cracking, or layering within rubber products. This technique involves sending high-frequency sound waves through the material and measuring the time it takes for the waves to reflect back from any internal surfaces or defects. The reflected waves provide valuable information about the presence and location of internal inconsistencies.
- Advantages: Ultrasonic testing is highly effective for materials that have a consistent and homogeneous structure. It is widely used in the automotive and industrial sectors, particularly for detecting flaws that are not visible on the surface but could affect the product’s structural integrity. This method is advantageous for inspecting rubber products with layered or composite structures.
6.3 Fluorescent Penetrant Testing
- Fluorescent Penetrant Inspection (FPI): Fluorescent penetrant testing is used to identify surface-breaking defects, such as cracks, porosity, or surface contamination that could compromise the product’s quality and performance. In this method, a fluorescent dye is applied to the surface of the rubber product. After allowing the dye to penetrate any surface cracks or defects, the excess dye is removed, and the product is inspected under UV light. The cracks will fluoresce, revealing their presence.
- Advantages: Fluorescent penetrant testing is highly sensitive to surface-breaking defects and is relatively simple and cost-effective. It is often used for parts that must meet stringent quality standards, such as those used in the aerospace, automotive, and medical industries. However, it is only effective for detecting surface-level defects and cannot be used to identify internal flaws.

7. Batch Consistency and Process Control
7.1 Sampling Standards
- AQL Sampling: To ensure consistent product quality throughout production, the Acceptable Quality Level (AQL) sampling method is commonly used. This method involves selecting a random sample of products from a batch and testing them against pre-established quality standards. If the number of defects found within the sample is within acceptable limits, the entire batch is deemed compliant. For example, GB/T 2828.1 is a commonly used standard in China for AQL sampling, which defines the number of samples to test and the allowable defect levels for various product categories.
- Advantages: AQL sampling is an efficient and cost-effective way to monitor batch quality without having to inspect every single item in production. It ensures that defects are identified and addressed early in the production process, allowing for better control of product quality while maintaining high throughput.
7.2 Process Records and Traceability
- Tracking and Documentation: Maintaining comprehensive records of the entire production process is crucial for ensuring batch consistency and product quality. These records include data on raw materials, process parameters (such as temperature, pressure, and cure time), and quality inspection results. By linking these records to individual batches, manufacturers can trace any defects or issues back to the specific raw materials or production conditions that caused them.
- Process Improvement: Recording and analyzing production data allows for continuous improvement. By understanding which variables have the most significant impact on product quality, manufacturers can fine-tune the process to reduce defects and enhance consistency. For example, if certain temperature or pressure settings are found to lead to more defects, adjustments can be made to prevent such issues in the future.
- Advantages: The ability to trace defects and production inconsistencies back to specific factors or materials ensures accountability and supports root cause analysis. It also enhances customer confidence by demonstrating a commitment to quality control. Moreover, these records are essential for compliance with industry standards and regulations, particularly in sectors like automotive, medical, or pharmaceuticals, where traceability is a legal requirement.
8. Environmental and Durability Testing
8.1 High-Low Temperature Cycling
- High-Low Temperature Cycling Test: To ensure that rubber products perform optimally in extreme environmental conditions, they are subjected to high-low temperature cycling tests. In this test, the product is alternately exposed to high and low temperatures to simulate the temperature fluctuations it may encounter in actual usage. The goal is to assess whether the rubber retains its flexibility, elasticity, and integrity across a wide range of temperatures. For example, automotive components such as seals or gaskets must maintain their sealing properties even in the high heat of an engine or the freezing cold of winter.
- Advantages: This test is essential for products exposed to fluctuating environmental conditions, as it helps identify potential failure points that might not be apparent under stable conditions. It ensures that the rubber maintains its physical properties and performance even after prolonged exposure to extreme temperatures.

8.2 Salt Spray Test
- Salt Spray Test (Corrosion Resistance): The salt spray test is used to evaluate the corrosion resistance of rubber products, particularly those used in outdoor or automotive applications. In this test, the rubber is exposed to a salt fog environment to simulate the effects of saltwater or salt-laden air on the material over time. This is especially relevant for components used in vehicles or machinery exposed to marine environments, where saltwater can cause rapid deterioration of unprotected materials.
- Advantages: The salt spray test is highly effective in simulating real-world conditions, helping to assess how well the rubber will withstand environmental factors like humidity, salt, and other corrosive elements. It ensures that rubber products used in harsh, corrosive environments maintain their integrity and performance, even when exposed to prolonged salt exposure.
9. Standards and Certifications
9.1 International Standards
- ASTM (American Society for Testing and Materials): ASTM International is one of the most widely recognized standards organizations for testing and materials in the rubber industry. ASTM standards, such as ASTM D412 (for tensile strength), ASTM D624 (for tear resistance), and ASTM D395 (for compression set), are frequently referenced to ensure consistency and quality in rubber products. These standards cover a wide range of testing methods and are recognized globally for establishing benchmark performance criteria.
- ISO (International Organization for Standardization): ISO standards play a vital role in the rubber industry, ensuring that products meet international requirements for safety, performance, and environmental impact. Key standards include ISO 9001 (for quality management systems) and ISO 1431 (for ozone resistance). These certifications provide a formal framework for companies to implement quality control systems, ensuring their products meet internationally recognized specifications.
- DIN (Deutsches Institut für Normung): The DIN standards, originating from Germany, are particularly relevant for industries such as automotive and industrial manufacturing. They are similar to ISO standards and are often used in Europe to ensure the quality and durability of rubber products in specific applications.
9.2 Industry-Specific Standards
- ISO/TS 16949 (Automotive Industry): For the automotive sector, ISO/TS 16949 is the global quality standard for production and service parts. This standard ensures that all parts, including rubber seals, hoses, and gaskets, meet stringent quality and safety requirements. Manufacturers seeking certification must demonstrate robust quality management systems and consistent product quality throughout production.
- FDA (Food and Drug Administration) Certification (Medical and Food-Grade Rubber): In industries such as food processing and medical devices, rubber products must meet specific safety and cleanliness requirements. FDA certification ensures that rubber products used in food contact or medical environments are free from harmful chemicals and pathogens. This certification is critical for ensuring that products such as seals, gaskets, and tubing comply with health and safety regulations.
- UL (Underwriters Laboratories) Certification (Electrical and Electronics): UL certification is crucial for rubber products used in electrical and electronic applications, as it guarantees that the material meets specific standards for electrical insulation and fire resistance. For example, rubber materials used for cable insulation must undergo rigorous testing to meet UL standards to ensure they are safe for use in electrical systems.
9.3 Company-Specific Internal Standards
- Customized Internal Quality Standards: In addition to adhering to international and industry-specific standards, many manufacturers implement their own internal control standards based on customer needs or specific product requirements. These standards may address unique requirements such as material composition, performance under extreme conditions, or customized testing protocols. For instance, a manufacturer may develop a custom testing procedure to ensure that a specific rubber formulation meets the customer’s exact specifications for a high-performance gasket or seal.
- Benefits: Internal standards provide manufacturers with greater flexibility in meeting specific customer demands, ensuring that each product is tailored to the unique needs of the end user. These standards also promote continuous improvement, as manufacturers can refine their processes and tests to achieve higher levels of consistency and quality.
10. Common Issues and Solutions
1. Q: What causes surface frost (spraying) on rubber molded products?
A: Surface frost typically results from insufficient vulcanization time, excessive mixing roller temperatures, or uneven mixing of the rubber compound. To resolve this, ensure proper vulcanization time and control the temperature of the mixing rollers.
2. Q: What leads to flow marks (flash) on rubber products?
A: Flow marks can be caused by insufficient rubber compound, improper loading, or low plasticity. To solve this issue, review the material supply, optimize the loading process, and ensure adequate plasticity of the rubber compound.
3. Q: Why does the rubber separate (delaminate) during production?
A: Delamination may occur due to low plasticity, insufficient initial tack, or self-vulcanization of the compound. Improve the plasticity of the material, and adjust the curing system to avoid self-vulcanization.
4. Q: How can uneven thickness in rubber molded products be prevented?
A: Uneven thickness is usually caused by uneven mold cavity thickness, insufficient pressure, or poor platen flatness. To address this, ensure the mold cavity is uniformly designed, and maintain consistent pressure during the molding process.
5. Q: What causes missing rubber (lack of material) in molded products?
A: Missing rubber can result from inaccurate material weighing, excessive mold temperature, insufficient pressure, or poor material flow. Properly calibrate material weighing equipment, and optimize mold temperature and pressure settings.
6. Q: Why do air pockets or trapped air occur in rubber products?
A: Trapped air is often due to inadequate venting, poor mold design, or excessive use of release agents. To mitigate this, improve the venting system, optimize mold design for better air escape, and reduce excessive release agent usage.
7. Q: What causes tearing when demolding rubber parts?
A: Demolding tears are often caused by high mold temperature, excessive use of release agents, improper demolding techniques, or over-curing. To resolve this, reduce mold temperature, use minimal release agent, and ensure proper demolding techniques are followed.
8. Q: How can bubbles or voids in rubber products be avoided?
A: Bubbles in rubber products may result from moisture in the material, insufficient vulcanization, too many impurities in the curing agents, or poor mold venting. Ensure the material is dry, optimize curing conditions, and improve mold venting design.
9. Q: Why do rubber products become dirty or contaminated?
A: Dirty or contaminated rubber parts are often due to contaminated rubber compounds, unclean molding surfaces, or inadequate mold cavity cleaning. Implement regular cleaning of molds and ensure the environment and materials are free from contaminants.
10. Q: What causes under-vulcanization (insufficient curing) in rubber products?
A: Under-vulcanization is usually caused by inadequate vulcanization temperature or insufficient curing time. Adjust the vulcanization temperature and time to ensure complete cross-linking of the rubber compound.
Ensure Quality with KINSOE Rubber
At KINSOE Rubber, we specialize in custom rubber molding and extrusion, delivering high-performance components for industries like automotive, medical, and construction. Contact us today to optimize your production and achieve reliable, durable rubber products tailored to your needs.
References: