

I. Overview of Silicone Rubber Properties
Have you ever wondered why silicone rubber shows up everywhere—from baby bottle nipples to aerospace seals? The answer lies in its unique molecular makeup and physical versatility.
1. Unique Chemical Structure
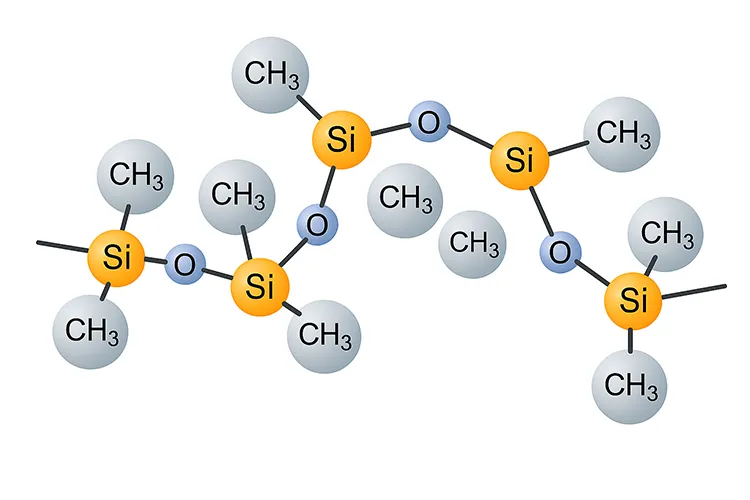
Silicone rubber is built on a silicon-oxygen (Si–O) backbone, which is distinctly different from the carbon-based chains found in most other rubbers. This Si–O bond is remarkably strong and flexible, giving silicone its well-known thermal stability and weather resistance. It’s this very structure that allows silicone to outperform many traditional rubbers in harsh environments.
“The Si–O bond in silicone rubber is the reason behind its unmatched resilience to heat, UV light, and ozone.”
2. Forms of Silicone Rubber
Silicone rubber isn’t a one-size-fits-all material. It comes in several forms, each suited for different applications:
- Solid Silicone (HTV): High-temperature vulcanized rubber used in automotive and industrial seals.
- Liquid Silicone Rubber (LSR): Injected into molds, perfect for high-precision parts like baby pacifiers and medical components.
- Room-Temperature Vulcanized Silicone (RTV): Cures at ambient temperatures, often used for DIY mold-making, coatings, or sealing electronics.
Each type has its own strengths when it comes to processing and final product properties.
3. Wide Temperature Resistance
One of the standout traits of silicone rubber is its exceptional temperature range. It remains flexible and functional from -70°C to 250°C, with some specialized grades tolerating even more extreme conditions.
That means whether it’s freezing in an airplane cabin or scorching near an engine, silicone rubber stays reliable. This broad range is one reason it’s favored across industries like automotive, aerospace, and food processing.

II. Key Advantages of Silicone Rubber
When I first began working with silicone rubber, I was surprised by just how versatile it is. From a materials science perspective, few rubbers can match silicone’s balance of performance, safety, and ease of processing. Let’s dive into its core advantages, categorized by their specific strengths.
Physical Performance Benefits
1. Excellent Heat Resistance
Silicone rubber maintains stability and elasticity at temperatures as high as 250°C (482°F), making it ideal for engine gaskets, oven seals, and electronics.
2. Superior Cold Flexibility
Even at -70°C (-94°F), silicone rubber remains flexible without cracking—a crucial property for aerospace and outdoor applications.
3. Low Compression Set
It holds its shape under long-term pressure, ensuring airtight and watertight seals in high-stress environments.
4. High Electrical Insulation
I’ve seen silicone rubber used extensively in electric cables and insulation pads—it withstands voltage and resists arc damage better than most materials.
5. Gas Permeability
Its selective permeability to gases makes it valuable in medical and biotech fields, such as oxygen masks and filters.
Chemical Resistance Benefits
1. Ozone & Oxidation Resistance
Thanks to the Si–O bond, silicone resists ozone cracking and oxidative degradation much better than organic rubbers.
2. Solvent Compatibility
Silicone rubber performs well in contact with neutral solvents like alcohol and acetone—though not with oils, which I’ll cover later.
3. Weather & UV Stability
It doesn’t degrade under prolonged sunlight or rain. That’s why outdoor seals, solar panel gaskets, and window trims often use silicone.
4. UV Radiation Shielding
Its molecular stability helps block UV rays, which helps preserve its integrity for years.
“Unlike traditional rubbers, silicone doesn’t turn brittle or yellow after sun exposure—making it perfect for long-life outdoor use.”
Safety & Environmental Benefits
1. Non-Toxic & Odor-Free
Food-grade and medical-grade silicones meet strict FDA and LFGB standards. You can find them in baby bottles, kitchen tools, and even implants.
2. Biocompatibility
Silicone rubber doesn’t react with body tissue—ideal for catheters, prosthetics, and wearable medical devices.
3. Environmentally Friendly
Some types of silicone rubber are recyclable or biodegradable under certain conditions, aligning with today’s green manufacturing goals.
4. Low Emission Processing
During curing or molding, silicone releases fewer volatile compounds compared to other elastomers—contributing to cleaner production.
Application-Specific Advantages
1. Easy Processing
Silicone rubber can be extruded, injection molded, die-cut, or poured into molds. This makes it perfect for complex or high-volume products.
2. Non-Stick Surface
Its natural surface resistance prevents bonding to other materials—great for kitchenware, medical tubing, or mold-release sheets.
3. Anti-Microbial Properties
With added agents, silicone can inhibit mold and bacteria growth, enhancing its use in healthcare and food processing.
4. Vibration & Sound Dampening
I’ve personally used silicone pads to reduce vibration in high-speed machines and dampen noise in consumer electronics.
Silicone rubber stands out due to its unique combination of heat resistance, biocompatibility, and flexibility—making it an industry favorite across countless sectors.
III. Main Disadvantages of Silicone Rubber
As much as I admire silicone rubber for its versatility, no material is perfect. While it excels in thermal stability and safety, there are several inherent limitations that engineers and product designers—including myself—must carefully consider. Understanding these downsides is essential for making informed decisions in material selection.
1. Mechanical Limitations
Low Tear Resistance
Silicone rubber is soft and pliable, but that softness comes at a cost—it has relatively poor tear resistance. In high-stress environments, especially where sharp edges or stretching are involved, it can rip more easily than organic rubbers.
Poor Abrasion Resistance
Unlike nitrile or EPDM, silicone doesn’t perform well in environments with frequent friction or mechanical wear. It’s not the best choice for conveyor belts or rugged seals.
Lower Tensile Strength
Although it retains elasticity over a wide temperature range, silicone’s ultimate tensile strength is typically lower than that of synthetic rubbers like fluorocarbon (FKM) or natural rubber.
Surface Porosity
Silicone rubber can develop micro-pores on its surface. These pores can absorb dyes and oils, leading to discoloration and odor retention over time.
“In hygiene-sensitive industries like food and medical, surface porosity can become a serious drawback if not managed properly.”
2. Chemical Resistance Limitations
Poor Oil Resistance
Silicone rubber has limited compatibility with petroleum-based fluids. Engine oils, fuel, and hydraulic oils can cause it to swell, soften, or lose structural integrity.
Weak Resistance to Strong Acids and Bases
It is vulnerable to highly concentrated acids and alkalis. For example, exposure to sodium hydroxide (NaOH) can degrade its surface rapidly.
Vulcanization Sensitivity
Contact with sulfur, amines, or clay-based materials can inhibit the curing process of certain silicone formulations—especially during molding or bonding.
Potential for Corrosion
Some formulations of silicone can react with certain metals or plasticizers, especially in confined environments, leading to undesirable chemical reactions over time.
3. Processing and Cost Issues
High Equipment Requirements
Liquid Silicone Rubber (LSR) molding requires specialized dosing, mixing, and curing equipment. The investment is significantly higher compared to traditional rubber processing.
Higher Defect Rates
Poor mold venting or air entrapment can lead to bubbles or weak spots in molded products. Without precise vacuum degassing, defects are common.
Flow Limitations Due to High Viscosity
Silicone materials often have high viscosity, which can make them hard to fill into fine cavities or narrow molds without specialized equipment.
Complex Quality Control
To maintain performance consistency, silicone rubber often needs stringent quality checks at every stage—raising both cost and lead time.
4. Usage and Maintenance Challenges
Oil Attraction
Despite being chemically inert, silicone rubber has a tendency to attract oil and grease. This leads to a visually “dirty” surface in oily environments.
Sticky Surface Over Time
Some grades of silicone develop a tacky texture after long-term exposure to air or heat, requiring surface treatment or replacement.
Special Cleaning Requirements
If contaminated by oils or dyes, silicone rubber often requires alcohol-based or specialty cleaners—not just water and soap.
Microparticle Shedding
Damaged or aged silicone products may release small rubber particles, which can be problematic in cleanroom or medical environments.
Silicone rubber is not a mechanical or chemical all-rounder. While it’s unmatched in safety and thermal performance, its weaknesses in strength, oil resistance, and processing complexity must be evaluated against your actual application needs.
IV. Types of Silicone Rubber and Comparative Features
When I work on new projects involving silicone rubber, one of the most important early decisions is choosing the right type of silicone. Each category—whether solid, liquid, or room-temperature vulcanized—offers a distinct balance of processability, performance, and cost. In this section, I’ll walk you through the major types of silicone rubber and how they compare.
1. High-Temperature Vulcanized (HTV) Silicone Rubber
Overview:
HTV silicone is solid before processing and typically requires heat and pressure to cure. It’s commonly used in extrusion and compression/injection molding.
Advantages:
- Excellent mechanical strength and thermal resistance
- Highly customizable with fillers and additives
- Ideal for automotive gaskets, oven seals, and industrial insulation
Limitations:
- Requires secondary post-curing for optimal properties
- More labor-intensive to process than liquid forms
2. Room-Temperature Vulcanized (RTV) Silicone Rubber
Overview:
RTV silicone cures at ambient temperatures without needing heat. It is mainly used for adhesives, potting, and DIY mold-making.
Advantages:
- Easy to use without specialized equipment
- Good for sealing and encapsulation of electronics
- Suitable for low-volume or prototype applications
Limitations:
- Curing time is longer (typically 6–24 hours)
- Lower mechanical strength compared to HTV and LSR

3. Liquid Silicone Rubber (LSR)
Overview:
LSR is a two-part, pumpable silicone that cures quickly in heated molds through injection molding. It’s widely used in precision applications.
Advantages:
- Fast curing and high output—perfect for automation
- Excellent consistency and purity (great for medical and baby products)
- High transparency and softness grades available
Limitations:
- Requires specialized metering and injection equipment
- Higher upfront cost for tooling and machinery

4. Food-Grade Silicone
Overview:
Food-grade silicone can be either HTV or LSR, but it must comply with strict regulations such as FDA or LFGB.
Advantages:
- Non-toxic, odorless, and tasteless
- High resistance to heat, oil, and water
- Dishwasher safe and reusable
Limitations:
- Limited in mechanical reinforcement (as most food applications don’t require it)
- Prone to color staining if surface is not treated
5. Medical-Grade Silicone
Overview:
Designed for prolonged contact with human tissue, this type demands top-tier purity and biocompatibility.
Advantages:
- Exceptional biocompatibility, ideal for implants or catheters
- Sterilizable by autoclave, gamma rays, or ETO
- Minimal extractables or leachables
Limitations:
- Expensive due to regulatory requirements (ISO 10993, USP Class VI)
- Must be processed in cleanroom environments
Comparison Table: Silicone Rubber Types and Features
| Type | Processing Method | Strength | Purity | Cost | Typical Use Cases |
|---|---|---|---|---|---|
| HTV | Compression/Injection | High | Medium | Medium | Automotive, industrial gaskets |
| RTV | Self-curing | Low | Medium | Low | Sealing, potting, prototyping |
| LSR | Injection Molding | Medium | High | High | Medical, baby products, wearables |
| Food-Grade | HTV/LSR | Medium | Very High | Medium | Bakeware, kitchen tools, seals |
| Medical-Grade | LSR | Medium | Very High | Very High | Implants, tubing, diagnostics |
Choosing the right type of silicone rubber depends not only on performance but also on processing constraints, cost, and regulatory needs. By matching the type to the application, I’ve seen significant improvements in both performance and efficiency.
V. Advantages and Disadvantages in Different Applications
Silicone rubber is widely used across industries, but its performance isn’t uniform in every setting. I’ve worked with clients from electronics to food processing, and the same silicone material that excels in one field may face limitations in another. Let’s examine how silicone rubber performs in different sectors.
1. Electronics and Electrical Industry
Advantages:
- Excellent electrical insulation makes silicone ideal for cable jackets, connectors, and circuit protection.
- Its thermal stability withstands high soldering temperatures without degradation.
- Flexible yet durable for keypads and remote-control buttons that require long-term tactile consistency.
Disadvantages:
- Low mechanical strength can be a concern in areas exposed to abrasion or sharp assembly tools.
- Surface porosity may absorb dust or oil, affecting performance in sensitive electronic environments.
2. Medical and Healthcare Applications
Advantages:
- Biocompatibility allows long-term contact with skin or tissue, making it suitable for implants, catheters, and wearable devices.
- Easy sterilization by autoclave, ETO gas, or gamma radiation helps maintain hygiene.
- Softness and elasticity are ideal for devices needing flexibility without causing patient discomfort.
Disadvantages:
- Surface micropores can harbor bacteria if not polished or coated properly.
- Higher cost and regulatory hurdles require cleanroom production and strict material traceability.
“In the medical field, cleanliness is everything. Even small pores in silicone parts must be controlled to ensure safety.”
3. Food Contact Applications
Advantages:
- Non-toxic and odorless, meeting FDA and LFGB standards for food safety.
- Wide temperature resistance makes it suitable for baking molds, bottle nipples, and cooking spatulas.
- Hydrophobic properties help prevent water absorption and bacterial growth.
Disadvantages:
- Tends to retain food odor or color, especially with oily or acidic ingredients.
- Can stain easily without surface treatment, reducing aesthetic lifespan of transparent or white products.
4. Industrial Sealing Applications
Advantages:
- Weather resistance ensures long-term use in outdoor sealing for HVAC systems, lighting, and construction joints.
- Compression set resistance provides reliable sealing performance over repeated cycles.
- Chemical stability in ozone, UV, and neutral solvent environments enhances durability.
Disadvantages:
- Poor oil resistance makes it unsuitable for use with petroleum-based fluids or oily environments.
- Gap sealing performance is limited in large-clearance designs compared to more compressible elastomers.

5. Automotive Applications
Advantages:
- Performs well in engine compartments where high temperatures and fluctuating loads are common.
- Shock and noise dampening capabilities improve vehicle comfort and NVH (Noise, Vibration, Harshness) ratings.
- Flexible across temperature ranges, which is ideal for tubing and gaskets in cold-start conditions.
Disadvantages:
- Insufficient abrasion resistance in parts subject to vibration or contact wear.
- Low oil resistance disqualifies it for sealing fuel systems or oil-contact components without additional coating or barriers.
Silicone rubber’s performance is highly application-specific. Understanding its strengths and constraints in each use case is key to maximizing its value while avoiding premature failures or performance gaps.
VI. Comparative Analysis with Other Rubber Materials
When I help customers select the right material for their products, the question always comes up: “How does silicone rubber compare with other types of rubber?” Each elastomer brings a unique set of traits to the table. Here’s how silicone stacks up against the most commonly used alternatives in industry.
1. Silicone Rubber vs. Natural Rubber
| Property | Silicone Rubber | Natural Rubber |
|---|---|---|
| Temperature Resistance | Excellent (-70°C to 250°C) | Poor (-50°C to 80°C) |
| Weather Resistance | Excellent | Poor |
| Mechanical Strength | Moderate | High |
| Biocompatibility | Excellent | Limited |
Summary:
Natural rubber has better tensile strength and flexibility but suffers in weathering and temperature resistance. Silicone is the preferred choice when durability under harsh conditions is required.
2. Silicone Rubber vs. Styrene-Butadiene Rubber (SBR)
| Property | Silicone Rubber | SBR |
|---|---|---|
| Abrasion Resistance | Poor | Good |
| Aging Resistance | Excellent | Moderate |
| Cost | High | Low |
| Oil Resistance | Poor | Moderate |
Summary:
SBR is ideal for tires and mechanical parts needing abrasion resistance at low cost. But for exposure to UV, ozone, or heat, silicone rubber is superior.

3. Silicone Rubber vs. Nitrile Rubber (NBR)
| Property | Silicone Rubber | Nitrile Rubber (NBR) |
|---|---|---|
| Oil Resistance | Poor | Excellent |
| Temperature Stability | Excellent | Moderate |
| Chemical Compatibility | Moderate | Good (especially with oils) |
| Flexibility at Low Temp | Excellent | Poor |
Summary:
NBR is unmatched in oil resistance, making it ideal for seals in automotive and industrial lubricants. However, it becomes brittle in cold conditions where silicone continues to perform.

4. Silicone Rubber vs. Fluoroelastomer (FKM/Viton®)
| Property | Silicone Rubber | Fluoroelastomer (FKM) |
|---|---|---|
| Temperature Resistance | Excellent | Excellent |
| Chemical Resistance | Moderate | Superior |
| Cost | High | Very High |
| Flexibility | High | Moderate |
Summary:
FKM is the premium choice for chemical and oil resistance, often used in aerospace and automotive engines. Silicone is more flexible and better for insulation and sealing in less chemically aggressive environments.
5. Silicone Rubber vs. Conventional Plastics
| Property | Silicone Rubber | Traditional Plastics |
|---|---|---|
| Flexibility | High | Low to Moderate |
| Temperature Range | Very Wide | Narrow |
| Biocompatibility | High | Varies |
| Environmental Impact | Medium (some grades recyclable) | High (mostly non-degradable) |
Summary:
Silicone rubber is often chosen over plastics in applications requiring flexibility, heat resistance, and safety, such as baby products, medical tubing, and kitchenware.
There’s no one-size-fits-all solution in elastomers. Silicone rubber excels in thermal stability, flexibility, and safety, but may fall short in oil resistance and abrasion—areas where other rubbers like NBR or FKM shine. Choosing the right material depends entirely on your specific application needs.
VII. Process and Cost Factors in Silicone Rubber Production
When customers ask me why silicone rubber products often cost more than those made with other elastomers, the answer almost always lies in the complexity of processing and regulatory compliance. From tooling investment to purity requirements, every stage affects the final cost and feasibility. Let’s break it down.
1. Molding Methods and Their Pros & Cons
Compression Molding
- Pros: Lower tooling cost, suitable for simple shapes and small batches.
- Cons: Longer cycle time, less precise than injection molding.
Injection Molding (LSR)
- Pros: High efficiency, tight tolerances, minimal waste. Ideal for high-volume production.
- Cons: Requires expensive metering and injection systems, high initial investment.
Extrusion
- Pros: Great for continuous profiles like tubes and seals.
- Cons: Limited to simple cross-sectional shapes, post-curing may be required.
Cast Molding (RTV)
- Pros: No heat or pressure needed; flexible for prototyping and low-volume runs.
- Cons: Slower curing, lower mechanical strength, more labor-intensive.
“In my experience, LSR injection molding is unbeatable for medical-grade parts, but for cost-sensitive jobs, compression molding still holds value.”
2. Impact of Certifications on Cost
Meeting international standards isn’t optional in many industries—it’s essential. But each added certification increases cost.
| Certification | Target Industry | Cost Impact | Notes |
|---|---|---|---|
| FDA | Food, Medical | Medium–High | Requires biocompatibility testing |
| LFGB | EU Food Contact | Medium | Stricter than FDA in some aspects |
| ISO 10993 | Medical Devices | High | Demands toxicology and implantation tests |
| UL-94 V-0 | Electronics, Fire Safety | Medium | Involves flammability tests |
Each test not only adds lab fees, but may require adjustments in formulation, further increasing raw material costs.
3. Efficiency vs. Unit Price
The paradox of silicone production is that it’s cheaper at scale, but costlier at small volumes.
- Prototype Cost: Often higher due to setup and short-run inefficiencies
- Bulk Production: Lower per-unit cost, especially with LSR injection molding
- Custom Colors or Hardness: Adds time and waste, increasing price
4. Influence of Raw Material Quality
The purity and origin of silicone base polymers directly affect:
- Mechanical properties
- Color stability
- Regulatory compliance
Premium-grade silicone (e.g., medical or optical grades) may cost 2–3 times more than industrial-grade formulations.
5. Additives and Their Role in Cost
To enhance performance, manufacturers often add:
- Flame retardants (e.g., for UL-94 compliance)
- Platinum catalysts (for fast, safe curing in LSR)
- Color masterbatches
- Anti-microbial agents
These additives improve performance but can push costs significantly higher—especially when used in small, precision parts.
Silicone rubber isn’t just a material—it’s a system of processing methods, compliance requirements, and raw material variables. To control cost without sacrificing quality, it’s critical to align your product design, regulatory needs, and production volume from the start.
VIII. Future Development Trends of Silicone Rubber
As industries continue to push the boundaries of performance, safety, and sustainability, silicone rubber is evolving rapidly to meet new demands. Based on what I’ve observed in the field and from discussions with material scientists and manufacturers, here are the key innovation directions shaping the future of silicone rubber.
1. Reinforcing Mechanical Strength
While silicone rubber offers unmatched thermal and biocompatible performance, its mechanical properties—particularly tear and abrasion resistance—have long been its weakness.
To address this, researchers are developing:
- Nano-reinforced silicones using silica, graphene, or carbon nanotubes
- Hybrid silicone-elastomer blends that improve tensile strength without compromising flexibility
- Surface-treated fillers that better integrate with silicone chains
These developments are crucial for extending silicone’s use into more demanding mechanical applications, such as industrial wheels, high-pressure seals, and sports gear.
2. Surface Property Enhancements
One of the common complaints I hear from customers is silicone’s tendency to attract dust and oil, or become sticky over time.
To overcome this, manufacturers are exploring:
- Anti-smudge coatings that repel oils and fingerprints
- Low-friction surface technologies for smoother textures
- Self-cleaning surfaces via hydrophobic or photocatalytic layers
These improvements can significantly enhance silicone’s appeal in consumer electronics, automotive interiors, and medical devices.
3. Green and Eco-Friendly Formulations
As environmental regulations tighten globally, the silicone industry is taking steps to:
- Develop biodegradable silicone analogs for disposable products
- Use renewable feedstocks in base polymer synthesis
- Reduce VOCs and curing by-products in processing
Some companies are even exploring closed-loop recycling systems for silicone waste—something that would have been unthinkable a decade ago.
“The future of silicone isn’t just high-performance—it’s low-impact.”
4. Cost-Effective Process Improvements
To make silicone more accessible across industries, manufacturers are:
- Streamlining LSR injection molding cycles with faster platinum-cure catalysts
- Developing modular tooling systems to reduce setup costs
- Increasing automation in extrusion and post-curing stages
These process innovations help bridge the gap between premium performance and mass-market affordability.
5. Multifunctional Composite Materials
Perhaps the most exciting frontier lies in silicone composites—where silicone is blended with other functional materials to create hybrid capabilities.
Examples include:
- Conductive silicones for wearable electronics
- Silicone-foam hybrids for lightweight insulation
- Magnetically responsive silicones for robotics and medical sensors
Such multifunctionality will drive the next wave of silicone-based innovation in aerospace, smart devices, healthcare, and sustainable infrastructure.
The future of silicone rubber lies in smarter, stronger, and greener materials. With continuous advances in formulation, surface treatment, and sustainability, I believe silicone will remain one of the most transformative materials of the 21st century.
Ready to choose the right silicone rubber for your next project?
Whether you’re designing high-performance seals, food-grade products, or medical components, understanding the strengths and limitations of silicone rubber is the first step to success.
Contact us today to explore customized silicone solutions that meet your technical and regulatory needs.
References: