
I. Nền tảng kỹ thuật và Tổng quan ngành
Khi mới bước chân vào ngành công nghiệp linh kiện cao su, tôi đã ngạc nhiên khi thấy khách hàng thường bỏ qua một chi tiết quan trọng—cách nối vòng đệm. Hầu hết mọi người chú ý đến vật liệu và độ cứng, nhưng rất ít người hỏi về cách nối hai đầu. Tuy nhiên, chi tiết nhỏ này có thể quyết định hiệu suất, chi phí và tuổi thọ của toàn bộ hệ thống làm kín.

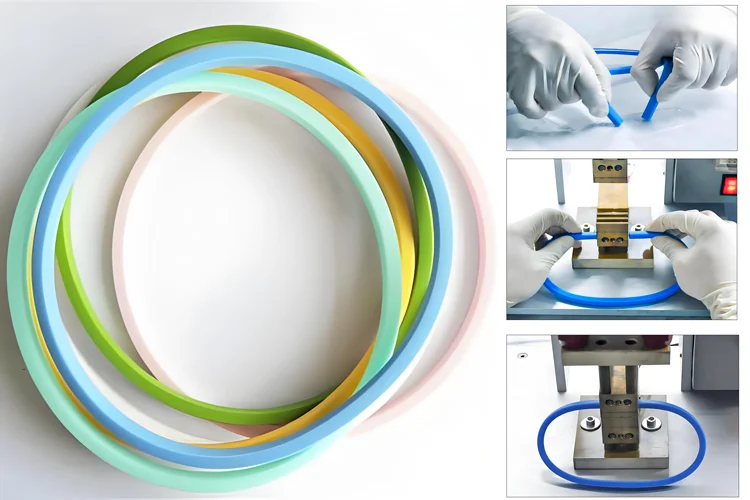
1.1 Tổng quan về quy trình ép đùn cao su
Các vòng đệm cao su thường được sản xuất thông qua Đúc ép, một quy trình đẩy cao su chưa được xử lý qua khuôn để tạo ra các profile có tiết diện liên tục. Sau khi được ép đùn, các profile này có thể được ghép nối thành các vòng tròn hoàn chỉnh thông qua ghép nối hoặc được đúc thành một vòng tròn kín.
Các hình dạng mặt cắt ngang thông dụng bao gồm:
- Dây tròn
- Hình dạng chữ D
- Ống và phớt rỗng
- Các phần tử phức tạp không đối xứng dành cho ứng dụng trong ngành ô tô hoặc thiết bị gia dụng.
Mỗi hình dạng mang lại những thách thức cụ thể trong quá trình ghép nối—đặc biệt khi xử lý các cấu trúc rỗng hoặc có nhiều khoang. Và đây là điểm mấu chốt: Quá trình ép đùn chỉ là một nửa của quy trình.. Nếu không áp dụng kỹ thuật ghép nối đúng cách, ngay cả profile tốt nhất cũng không thể đảm bảo độ kín khít.
1.2 Vai trò của quá trình ghép nối trong chuỗi cung ứng vòng đệm
Từ góc độ sản xuất, việc ghép nối mang lại một số lợi ích quan trọng:
- Hiệu quả chi phíThay vì tạo ra các vòng tròn kín bằng phương pháp ép phun, vốn đòi hỏi khuôn đúc đắt tiền, việc ghép nối cung cấp một giải pháp nhanh chóng và kinh tế hơn—đặc biệt là cho các lô sản phẩm nhỏ hoặc kích thước tùy chỉnh.
- Tùy chỉnhHỗ trợ ghép nối Các hình học không tiêu chuẩn, cho phép bạn đáp ứng các yêu cầu về hình dạng và thiết kế phức tạp của các chi tiết đóng kín mà không cần phải thiết kế lại toàn bộ hệ thống khuôn mẫu.
- Tối ưu hóa hiệu suấtTrong nhiều trường hợp, độ bền của mối nối có tác động đáng kể đến tuổi thọ của lớp kín và ứng suất cơ học. Mối nối kém có thể là điểm yếu nhất trong một lớp kín hoàn hảo.
Đó là lý do tại sao, đối với các ngành công nghiệp như ô tô, Chế biến thực phẩm, và thiết bị y tế, Chất lượng của mối hàn cũng quan trọng không kém việc lựa chọn vật liệu.
1.3 Tiêu chuẩn và Tài liệu tham khảo về chất lượng
Để đảm bảo độ tin cậy và tuân thủ của sản phẩm, các nhà sản xuất chuyên nghiệp như KINSOE Tuân thủ các tiêu chuẩn ngành toàn cầu, bao gồm:
- Tiêu chuẩn ASTM D2000 – Hệ thống phân loại chung cho vật liệu cao su dựa trên các tiêu chí hiệu suất.
- Tiêu chuẩn quốc gia Trung Quốc GB/T 3452.1 – Tiêu chuẩn quốc gia của Trung Quốc về kích thước thiết kế của O-ring.
- ISO 3302-1 – Tiêu chuẩn quốc tế về dung sai hình học của các bộ phận cao su, thường được tham chiếu để đảm bảo độ chính xác của các sản phẩm đúc và ghép nối.
Các tiêu chuẩn tham chiếu này đóng vai trò khung tham chiếu để đánh giá độ ổn định kích thước, độ bền mối nối và ngoại hình. Tại KINSOE, chúng tôi áp dụng kiểm soát dung sai chặt chẽ đến ±0.05 mm và thực hiện các bài kiểm tra hiệu suất để đáp ứng các yêu cầu khắt khe của khách hàng.
II. Các phương pháp ghép nối chính thống và quy trình chi tiết
Trong kinh nghiệm làm việc với các vòng đệm cao su tùy chỉnh, tôi đã nhận thấy rằng... Lựa chọn phương pháp ghép nối Thường không chỉ quyết định độ bền của mối nối mà còn ảnh hưởng đến tốc độ thi công và chi phí. Dưới đây là bảng so sánh tóm tắt ba kỹ thuật nối dây được sử dụng phổ biến nhất:
| Phương pháp ghép nối | Vật liệu phù hợp | Sức mạnh liên kết | Độ khó của quy trình | Tốc độ sản xuất | Mức chi phí |
|---|---|---|---|---|---|
| Kết nối nóng | Silicone rắn, EPDM | Cao | Trung bình | Nhanh | Trung bình |
| Kết dính lạnh | Bọt silicone, EPDM, NBR | Trung bình | Dễ dàng | Trung bình | Thấp |
| Quá trình lưu hóa khuôn | Tất cả các loại | Rất cao | Cao | Chậm | Cao |
Hãy cùng tìm hiểu chi tiết từng phương pháp:
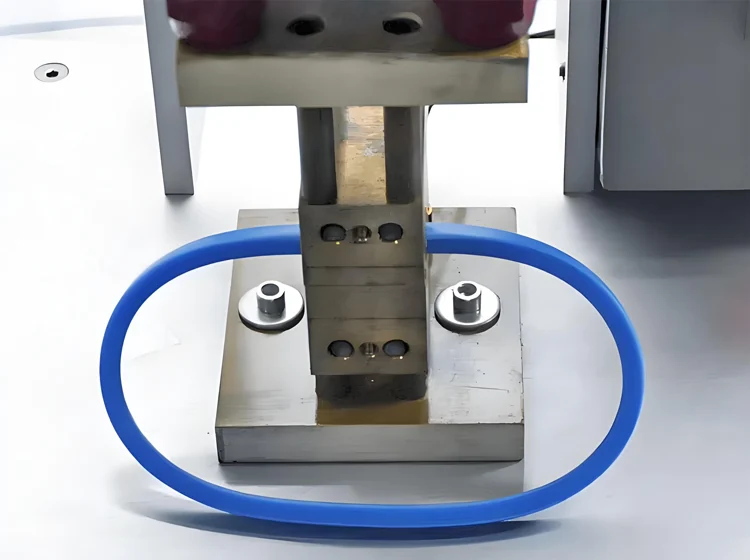
2.1 Kết nối nóng
Hàn nóng là phương pháp được ưa chuộng khi độ bền và tính nhất quán là yếu tố quan trọng. Tôi thường khuyến nghị phương pháp này cho các ứng dụng trong... Công nghiệp ô tô, sản phẩm thực phẩm và môi trường nhiệt độ cao..
Quy trình:
- Cắt – Cắt góc chính xác hoặc cắt phẳng đầu của các thanh đùn.
- Ứng dụng keo dán – Chất kết dính kích hoạt nhiệt được áp dụng lên các bề mặt tiếp xúc.
- Sự đồng bộ – Căn chỉnh thủ công hoặc bằng dụng cụ hỗ trợ
- Ép nóng – Áp dụng áp suất và nhiệt độ (thường là 150–180°C)
- Quá trình xử lý sau khi đóng rắn – Gia nhiệt thứ cấp để nâng cao độ bền của mối nối.
Bảng thông số chính:
| Tham số | Phạm vi khuyến nghị |
|---|---|
| Nhiệt độ | 150–180°C |
| Áp lực | 2–5 MPa |
| Thời gian | 30–120 giây |
Các khuyết tật phổ biến và nguyên nhân:
- Bọt khí – Quá trình khử khí không hoàn chỉnh hoặc chuẩn bị bề mặt kém.
- Khớp giòn – Quá nhiệt hoặc phân phối keo không đều
- Phá vỡ – Quá trình đóng rắn không đúng cách hoặc keo không tương thích.
Các trường hợp sử dụng tốt nhất:
- Nắp hộp cơm
- Phớt công nghiệp chịu nhiệt độ cao
- Các cấu trúc phức tạp yêu cầu duy trì hình dạng
2.2 Kết dính lạnh
Kết dính lạnh là phương pháp lý tưởng cho Ứng dụng tải nhẹ hoặc Kín không quan trọng, đặc biệt là trong các vật liệu mềm như Bọt silicone hoặc EPDM.
Quy trình làm việc tiêu biểu:
- Cắt – Cắt gọn gàng và chính xác các đầu của profile
- Chuẩn bị bề mặt – Chà nhám nhẹ, tẩy dầu mỡ bằng cồn hoặc acetone
- Ứng dụng keo – Lớp keo đông cứng lạnh mỏng và đều.
- Kẹp hoặc cố định – Áp lực vừa phải trong ít nhất 10–30 phút.
- Phương pháp ủ tự nhiên – Độ bền liên kết hoàn toàn sau 24–48 giờ
Sự phù hợp của vật liệu:
- Bọt silicone – Khả năng hấp thụ cao, cần chuẩn bị bề mặt.
- Cao su đặc (EPDM, CR) – Hiệu suất trung bình
- NBR – Khả năng kết dính tốt với keo gốc dung môi.
Yêu cầu về môi trường:
- Độ ẩm: ≤60%
- Bề mặt làm việc không bụi
- Năng lượng bề mặt >38 mN/m để đạt độ bám dính tối ưu.
Các tùy chọn keo:
- Cyanoacrylate (keo dán tức thì) – Khô nhanh, mối nối giòn
- Polyurethane hai thành phần – Kết dính mạnh mẽ, linh hoạt
Ví dụ về đường cong độ bền liên kết:
Keo PU hai thành phần trên EPDM đạt độ bền kéo 80% trong vòng 24 giờ ở nhiệt độ 25°C và độ ẩm tương đối 50%.
2.3 Quá trình lưu hóa khuôn
Đây là hiện đại nhất và chính xác nhất phương pháp, thường được áp dụng cho Cấu trúc khớp phức tạp hoặc sản xuất hàng loạt với độ chính xác cao.
Nguyên tắc:
Khu vực nối được đặt bên trong khuôn kim loại, nơi nó trải qua quá trình lưu hóa lần thứ hai. Nhiệt độ và áp suất làm cho vật liệu kết dính lại với nhau, khiến cho mối nối gần như không thể phân biệt được với phần đùn ban đầu.
Các yếu tố cơ bản trong thiết kế khuôn:
- Lập kế hoạch đường phân chia – Tránh các vùng yếu trong các đường dẫn sealing quan trọng.
- Cửa thông gió – Ngăn chặn khí bị kẹt làm ảnh hưởng đến độ bám dính.
- Kiểm soát nén – Đảm bảo bề mặt hoàn thiện không có vết nhòe.
Cửa sổ quy trình tối ưu:
| Bước | Phạm vi |
|---|---|
| Nhiệt độ lưu hóa | 160–200°C |
| Thời gian giữ | 3–10 phút |
| Áp suất kẹp | 3–6 MPa |
Các trường hợp sử dụng:
- Nhẫn y tế
- Hình dạng khí động học trong ngành ô tô
- Hệ thống đóng kín chính xác yêu cầu tuân thủ tiêu chuẩn 100% về mặt hình thức.
III. Các yếu tố chính ảnh hưởng đến chất lượng ghép nối
Dựa trên những gì tôi đã quan sát trong các xưởng sản xuất cao su, hai sản phẩm được làm từ cùng một vật liệu và phương pháp ghép nối vẫn có thể có hiệu suất hoàn toàn khác nhau. Tại sao? Bởi vì... Chi tiết trong việc lựa chọn keo, góc cắt và xử lý bề mặt Quyết định thành bại của mối quan hệ. Hãy cùng tìm hiểu các yếu tố quan trọng.
3.1 Lựa chọn keo dán và bảng tương thích
Không phải tất cả các loại keo dán đều giống nhau—và không phải tất cả các loại cao su đều phản ứng giống nhau với chất kết dính. Dưới đây là cách tôi phân loại chúng dựa trên cấu trúc và hành vi đóng rắn:

Keo cao su chloroprene
Các loại keo dán:
- Dựa trên dung môi (ví dụ: keo cao su chloroprene): Khả năng bám dính nhanh, thích hợp cho EPDM và CR.
- Hệ thống hai thành phần (ví dụ: polyurethane hoặc silicone): Kết dính tuyệt vời cho silicone, dẻo dai và bền bỉ.
- Cyanoacrylate (keo dán tức thì): Khô rất nhanh, nhưng dễ vỡ khi chịu rung động hoặc chu kỳ nhiệt.
Bảng tương thích vật liệu:
| Loại cao su | Dựa trên dung môi | 2 thành phần PU | Keo dán tức thì |
|---|---|---|---|
| Silicone | ✖ Độ bám dính thấp | ✔ Xuất sắc | ✔ Trung bình |
| EPDM | ✔ Tốt | ✔ Tốt | ✔ Tốt |
| NBR | ✔ Xuất sắc | ✔ Tốt | ✔ Tốt |
| CR (Neoprene) | ✔ Xuất sắc | ✔ Tốt | ✔ Tốt |
Các thương hiệu được khuyến nghị:
- LOCTITE 401/406 – Dùng cho việc kết dính tức thì thông thường
- Permabond PT326 – Đối với silicone và EPDM
- 3M 847/1300L – Đối với việc bịt kín bằng CR và NBR
“Keo dán không chỉ là chất kết dính—đó là một thỏa thuận tương thích giữa hóa học và ứng dụng.”

3.2 Thiết kế và tối ưu hóa mối nối cắt
Một đường cắt sạch sẽ, góc cắt hợp lý giúp việc kết dính dễ dàng hơn và cải thiện khả năng chịu kéo.
So sánh phong cách cắt:
| Loại cắt | Mô tả | Hiệu suất |
|---|---|---|
| Cắt góc 90° | Cắt thẳng đứng | Trung bình |
| Cắt vát | Cắt chéo ở góc 30–45° | Cao hơn |
| Khớp bước | Mẫu bậc thang liên kết | Cao nhất |
Kết quả thử nghiệm độ bền kéo:
Một thử nghiệm có kiểm soát trên các dải EPDM cho thấy:
- Kết nối cắt đuôi1.8 MPa lực gãy trung bình
- Cắt vát2,3 MPa
- Khớp bước2,8 MPa
Nếu bộ phận đó sẽ được xử lý Căng thẳng trục hoặc xoắn, Tôi khuyên mạnh mẽ nên tránh các đường cắt góc 90°.
3.3 Xử lý bề mặt và tác động của nó đối với độ bền kết dính
Đây là một lĩnh vực mà hầu hết các sự cố xảy ra một cách âm thầm. Bạn không thể nhìn thấy năng lượng bề mặt kém—nhưng mối nối của bạn sẽ sớm cho thấy kết quả.
Các phương án điều trị:
- Xử lý bằng plasma – Lý tưởng cho silicone, làm tăng đáng kể năng lượng bề mặt.
- Kích hoạt hóa học (ví dụ: Primer 770) – Phổ biến cho EPDM và NBR
- Xử lý bằng lửa – Phương pháp nhanh chóng để tăng độ căng bề mặt trên nhựa nhiệt dẻo
Bảng tăng cường hiệu suất:
| Loại điều trị | Tăng năng lượng bề mặt | Tăng cường độ bám dính |
|---|---|---|
| Không có | ~32 mN/m | Giá trị cơ sở |
| Xử lý bằng plasma | >52 mN/m | +60–80% |
| Lớp sơn lót đã được áp dụng | ~46 mN/m | +40–60% |
Ngay cả trên các miếng đệm bọt xốp giá rẻ, tôi đã thấy sự cải thiện đáng kể chỉ bằng cách sử dụng cây hàn plasma hoặc lớp sơn lót.
IV. Các trường hợp ứng dụng điển hình
Mỗi phương pháp ghép nối mà chúng ta đã thảo luận đều có những ưu nhược điểm riêng—nhưng lý thuyết chỉ có thể đưa bạn đến một mức độ nhất định. Hãy để tôi hướng dẫn bạn qua ba trường hợp ứng dụng thực tế, nơi chất lượng mối ghép là yếu tố quyết định, và cho bạn thấy cách chúng tôi tùy chỉnh quy trình để đạt hiệu suất tối ưu.

4.1 Vòng đệm thực phẩm (ví dụ: Vòng đệm hộp cơm)
Kịch bản:
Một thương hiệu dụng cụ nhà bếp toàn cầu đã liên hệ với chúng tôi để phát triển các vòng đệm silicone tuân thủ tiêu chuẩn FDA cho dòng sản phẩm hộp đựng thức ăn mới của họ. Sản phẩm yêu cầu một vòng đệm liền mạch, linh hoạt, có thể chịu được việc rửa nhiều lần, thay đổi nhiệt độ liên tục và tiếp xúc trực tiếp với thực phẩm.
Điểm nổi bật của giải pháp:
- Phương pháp ghép nối: Hàn nóng bằng keo dán đạt tiêu chuẩn FDA
- Vật liệuSilicone được xử lý bằng platinum, độ cứng Shore A 50
- Yêu cầu đặc biệt:
- Phải tuân thủ quy định về tiếp xúc với thực phẩm theo FDA CFR 177.2600 và EU EN1935.
- Độ trong suốt cao mang lại vẻ đẹp thẩm mỹ.
- Kết nối kín khí không có đường nối nhìn thấy được.
Thẻ quy trình làm việc
Ép đùn → Cắt chính xác → Keo dán kích hoạt nhiệt → Ép nhiệt → Làm khô thứ cấp → Kiểm tra chất lượng → Thử nghiệm di chuyển FDA
Cách tiếp cận này đã mang lại một đường may mịn màng, không nhìn thấy Với độ bền mối nối trên 2,5 MPa, tuân thủ các tiêu chuẩn vệ sinh thực phẩm và tiêu chuẩn cơ khí.

4.2 Kết nối gioăng cửa ô tô
Kịch bản:
Một nhà sản xuất ô tô OEM cần một giải pháp đáng tin cậy để ghép nối các bộ phận phức tạp. Profil rỗng EPDM Để bịt kín viền cửa. Các vấn đề chính của họ bao gồm rò rỉ tại các mối nối trong các thử nghiệm phun nước và độ bám dính không đồng đều dưới sự thay đổi nhiệt độ ngoài trời.
Tối ưu hóa quy trình:
- Phương pháp ghép nối: Hàn nóng
- Phụ kiện:
- Kẹp định vị Để đảm bảo sự căn chỉnh chính xác của các buồng bên trong.
- Môi trường có độ ẩm được kiểm soát Để loại bỏ hiện tượng ngưng tụ trên bề mặt
- Máy ép nhiệt tự động với cảm biến nhiệt độ và phản hồi áp suất
Kết quả:
- Đạt được độ bền kéo chung >2,0 MPa
- Tỷ lệ đạt yêu cầu của 100% trong thử nghiệm chu kỳ nhiệt 96 giờ và ngâm nước.
- Tỷ lệ sửa chữa giảm từ 12% xuống 1.8%
Điều này đã trở thành giải pháp tiêu chuẩn của chúng tôi cho các chương trình đóng kín bằng EPDM tương tự trên nhiều nền tảng xe hơi khác nhau.
4.3 Tem niêm phong thiết bị y tế (loại phòng sạch)
Kịch bản:
Một nhà sản xuất thiết bị y tế châu Âu cần Vòng đệm vô trùng, tương thích sinh học cho hệ thống chất lỏng chẩn đoán. Họ yêu cầu tuyệt đối Không có nguy cơ ô nhiễm., Và khu vực khớp phải chịu cả tác động của hóa chất và các chu kỳ tiệt trùng lặp đi lặp lại.
Kỹ thuật giải pháp:
- Phương pháp ghép nốiQuá trình lưu hóa khuôn với bước rửa sau trong phòng sạch
- Vật liệu: Cao su silicone lỏng (LSR), được chứng nhận theo Tiêu chuẩn USP Class VI.
- Kiểm soát quá trình:
- Khuôn được thiết kế với hệ thống kiểm soát độ phồng đồng đều và các kênh dẫn khí.
- Đóng gói vô trùng trong phòng sạch ISO Class 7
- Xác minh tính tương thích sinh học và khả năng chống lão hóa
Chỉ số hiệu suất:
- Đã vượt qua 100 chu kỳ tiệt trùng bằng autoclave mà không gây hư hỏng.
- Vết nối không có hiện tượng đổi màu, nứt nẻ hoặc phồng rộp.
- Đạt được số lượng hạt không vượt quá 5 µm trong các khu vực sử dụng quan trọng.
Dự án này đã nhấn mạnh cách thức Quá trình lưu hóa khuôn có độ chính xác cao, Mặc dù đắt hơn, nhưng nó không có đối thủ trong các ứng dụng y tế siêu sạch.
V. Hệ thống Xác minh Kỹ thuật và Đảm bảo Chất lượng
Để đảm bảo hiệu suất lâu dài, tính toàn vẹn của mối nối vòng đệm cao su phải hơn cả việc chỉ đạt yêu cầu về mặt thẩm mỹ. Tại KINSOE, chúng tôi áp dụng hệ thống xác minh đa tầng dựa trên Phương pháp thử nghiệm quốc tế, Ngưỡng thống kê, và Chẩn đoán nguyên nhân gốc rễ. Dưới đây là cách chúng tôi đảm bảo mỗi mối nối chịu được áp lực trong điều kiện thực tế.
5.1 Các phương pháp và tiêu chuẩn thử nghiệm hiệu suất thông dụng
Chúng tôi thực hiện một loạt các bài kiểm tra toàn diện để xác minh hiệu suất cơ học và môi trường:
| Loại bài kiểm tra | Tiêu chuẩn | Mục đích |
|---|---|---|
| Độ bền kéo | Tiêu chuẩn ASTM D412 | Đo độ bền và độ đàn hồi của vật liệu. |
| Độ kín của lớp phủ | Tùy chỉnh (khí/nước/hút chân không) | Phát hiện rò rỉ và xác nhận độ kín khí. |
| Khả năng chống lão hóa | ASTM D573 / ISO 188 | Mô phỏng hiệu suất lâu dài trong điều kiện nhiệt độ cao. |
| Tiếp xúc với tia UV | Tiêu chuẩn ASTM G154 | Đánh giá độ bền ngoài trời |
| Phun muối | Tiêu chuẩn ASTM B117 | Kiểm tra khả năng chống ăn mòn của vùng kết dính (đối với các bộ phận EPDM/CR) |
Ví dụ:
Đối với mối nối gioăng silicone, một Độ bền kéo tối thiểu là 2,2 MPa Yêu cầu quá trình lão hóa sau ở nhiệt độ 150°C trong 72 giờ.
5.2 So sánh và Báo cáo
Chúng tôi thường xuyên so sánh hiệu suất nội bộ với các tiêu chuẩn ngành và cung cấp báo cáo kiểm tra tiêu chuẩn cho khách hàng để đảm bảo tính truy xuất nguồn gốc.
Các chỉ số hiệu suất chính theo phương pháp ghép nối:
| Phương pháp | Độ bền kéo tối thiểu (MPa) | Tỷ lệ rò rỉ của phớt (kPa/phút) | Mức độ suy giảm do lão hóa tối đa (%) |
|---|---|---|---|
| Kết nối nóng | ≥2.0 | ≤0,5 | ≤15% |
| Kết dính lạnh | ≥1,5 | ≤1.0 | ≤25% |
| Quá trình lưu hóa khuôn | ≥2,5 | ≤0,2 | ≤10% |
Mẫu báo cáo bao gồm:
- Hình ảnh sản phẩm có đường may được đánh dấu
- Biểu đồ dữ liệu thô và biểu đồ độ bền kéo
- Nhật ký thử nghiệm môi trường
- Phân tích chế độ hỏng hóc (nếu có)
Khách hàng trong ô tô và y tế Các ngành thường tích hợp báo cáo của chúng tôi vào hệ thống tài liệu PPAP hoặc ISO 13485 của họ.
5.3 Khắc phục các vấn đề thường gặp trong quá trình hàn nối
Ngay cả khi có kỹ thuật viên được đào tạo chuyên nghiệp và máy móc được hiệu chuẩn, vẫn có thể xảy ra sự cố. Chúng tôi đã phát triển một khung chẩn đoán giúp khách hàng nhanh chóng xác định và khắc phục các sự cố liên quan đến khớp nối.
Bảng chẩn đoán sự cố:
| Vấn đề | Nguyên nhân có thể | Giải pháp được đề xuất |
|---|---|---|
| Liên kết yếu | Keo không phù hợp hoặc áp suất thấp | Kiểm tra loại keo và cài đặt quy trình |
| Bong bóng trong khớp | Thông gió kém hoặc dầu trên bề mặt | Cải thiện quá trình chuẩn bị bề mặt và loại bỏ khí |
| Tiếng kêu răng rắc của khớp | Quá trình làm khô quá mức hoặc vật liệu không tương thích | Điều chỉnh nhiệt độ/thời gian hoặc kiểm tra tính tương thích. |
| Sự không đồng bộ | Lỗi khuôn hoặc sai lệch thủ công | Sử dụng hướng dẫn lắp đặt hoặc căn chỉnh bằng laser |
| Rò rỉ gioăng | Khu vực tiếp xúc không đầy đủ hoặc co ngót | Đánh giá lại tỷ lệ nén và độ dung sai chồng xếp |
“Hầu hết các sự cố liên quan đến khớp không phải do một sai lầm duy nhất, mà là do chuỗi các sai sót nhỏ. Đó là lý do tại sao quy trình kiểm soát chất lượng (QA) có hệ thống là điều cần thiết.”
VI. Kết luận và Khuyến nghị cho các bước tiếp theo
Khi tôi mới bắt đầu làm việc trên các dự án về gioăng cao su, tôi đã đánh giá thấp mức độ một mối nối đơn có thể ảnh hưởng đến hiệu suất hoạt động của sản phẩm trong suốt vòng đời của nó. Tuy nhiên, sau nhiều năm hợp tác với các nhà sản xuất thiết bị gốc (OEM), nhà thiết kế và kỹ sư sản xuất, tôi đã nhận ra rằng Kết nối là yếu tố đảm bảo độ tin cậy một cách thầm lặng.—và thường là yếu tố phân biệt giữa một sản phẩm bình thường và một sản phẩm xuất sắc.
Việc ghép nối vòng đệm cao su có thể không phải là thành phần chi phí lớn nhất, nhưng nó thường quyết định Giới hạn trên của độ ổn định của lớp phủ, ngoại hình sản phẩm và độ bền cơ học..
Hướng dẫn này được tạo ra để cung cấp cho bạn một sự hiểu biết sâu sắc và có thể áp dụng thực tế về:
- The Ba công nghệ ghép nối chính và các thông số quá trình của họ
- Các yếu tố kiểm soát chất lượng quan trọng như Lựa chọn keo dán, chuẩn bị bề mặt và hình dạng cắt
- Những thông tin chuyên sâu về ứng dụng được rút ra từ các trường hợp thực tế trong ngành công nghiệp.
- Đáng tin cậy Công cụ kiểm tra, xác thực và chẩn đoán Để triển khai kiểm thử chất lượng (QA)
Nếu bạn là:
- Phát triển một vòng đệm tùy chỉnh cho máy móc hoặc thiết bị chuyên dụng
- Đang tìm cách nâng cao độ bền của khớp hiện tại hoặc giảm tỷ lệ hỏng hóc.
- Kế hoạch thiết lập hoặc nâng cấp quy trình làm việc tiêu chuẩn (SOP) cho việc ghép nối nội bộ.
…sau đó, tôi mời bạn đến Liên hệ.
Tại KINSOE, Chúng tôi cung cấp Dịch vụ kỹ thuật trọn gói—từ thiết kế ép đùn và kỹ thuật liên kết đến Thử nghiệm mẫu, sản xuất hàng loạt và hỗ trợ sau khi giao hàng.
Hãy để chúng tôi giúp bạn tạo ra những mối nối hoàn hảo, từng bước một.
Tham khảo: